سلام به همراهان صنعتیکس. در دنیای طراحی و مهندسی، ابزارهای نرمافزاری مانند SolidWorks نقش بسیار مهمی در تسریع و بهبود فرآیندهای طراحی دارند. یکی از این ابزارهای کلیدی، ویژگی Hole Wizard است که به طراحان و مهندسان این امکان را میدهد تا به سرعت و دقت بالا، انواع مختلفی از سوراخها را در مدلهای خود ایجاد کنند. در این مقاله، به بررسی کامل و جامع ویژگی Hole Wizard در SolidWorks خواهیم پرداخت. اگر به دنبال بهبود مهارتهای خود در استفاده از Hole Wizard و افزایش کارایی طراحیهای خود هستید، این راهنما به شما کمک خواهد کرد تا با استفاده از این ابزار قدرتمند، به نتایج مطلوب و دقیقتری دست یابید.
مقدمه
نرمافزار SolidWorks یکی از قدرتمندترین ابزارهای مدلسازی سهبعدی است که به طور گسترده در صنایع مهندسی و تولید مورد استفاده قرار میگیرد. این نرمافزار ویژگیها و ابزارهای متعددی را ارائه میدهد که فرآیند طراحی را کارآمد و دقیق میسازد. یکی از این ویژگیها، ابزار Hole Wizard است که به کاربران اجازه میدهد به راحتی انواع مختلفی از سوراخها را در مدلهای خود ایجاد کنند. در این راهنمای گامبهگام، به بررسی جزئیات Hole Wizard در SolidWorks میپردازیم، از اهمیت آن تا تکنیکهای پیشرفته در استفاده از این ابزار.
اهمیت ویژگی Hole Wizard
ویژگی Hole Wizard در SolidWorks یک ابزار اساسی برای هر طراح یا مهندس است. این ابزار فرآیند ایجاد سوراخها را ساده کرده و زمان و تلاش لازم را در مقایسه با روشهای سنتی کاهش میدهد. با Hole Wizard میتوانید با چند کلیک، سوراخهایی با انواع مختلف از جمله Counterbore، Countersink و Tapped ایجاد کنید. این ویژگی همچنین دقت و یکنواختی را در ایجاد سوراخها تضمین میکند، چرا که امکان تعریف پارامترهای مشخص برای هر نوع سوراخ را فراهم میکند.
راهنمای گامبهگام دسترسی به Hole Wizard
برای دسترسی به Hole Wizard در SolidWorks مراحل زیر را دنبال کنید:
مدل SolidWorks خود را باز کنید یا یک مدل جدید ایجاد کنید.
به تب “Insert” در منوی بالا بروید و روی “Hole Wizard” کلیک کنید.
یک پنجره ظاهر میشود که انواع مختلف سوراخها و گزینهها را به شما نشان میدهد. نوع سوراخ مورد نظر خود را انتخاب کنید، مانند Counterbore، Countersink یا Tapped Hole.
اندازه، مکان و سایر پارامترهای سوراخ را بر اساس نیازهای طراحی خود مشخص کنید.
برای ایجاد سوراخ، روی “OK” کلیک کنید.
با دنبال کردن این مراحل، میتوانید به سرعت سوراخها را در مدلهای SolidWorks خود با استفاده از ویژگی Hole Wizard ایجاد کنید.
بررسی انواع سوراخهای موجود در SolidWorks
SolidWorks انواع مختلفی از سوراخها را که به راحتی توسط Hole Wizard ایجاد میشوند، ارائه میدهد. بیایید نگاهی دقیقتر به برخی از سوراخهای پرکاربرد بیاندازیم:
سوراخ Counterbore: این سوراخ برای ایجاد یک حفره با قطر بزرگتر در بالای سوراخ با کف صاف استفاده میشود. این نوع سوراخ برای قرار دادن سر پیچهای آلنی یا پیچهای خودکار مناسب است.
سوراخ Countersink: این سوراخ مشابه سوراخ Counterbore است، اما به جای کف صاف، دارای یک شکل مخروطی است. این سوراخ برای قرار دادن سر پیچ خزینه به صورتی که با سطح ماده همسطح شود، استفاده میشود.
سوراخ Tapped: این سوراخ برای جایگذاری پیچهای رزوهدار استفاده میشود. Hole Wizard به شما امکان میدهد نوع، اندازه و عمق رزوه را مشخص کنید و به این ترتیب سوراخهای رزوهدار دقیق ایجاد کنید.
اینها تنها چند نمونه از انواع سوراخهای موجود در SolidWorks هستند. بسته به نیازهای طراحی شما، میتوانید نوع مناسب سوراخ را انتخاب کرده و پارامترهای آن را با استفاده از ویژگی Hole Wizard سفارشی کنید.
سفارشیسازی مشخصات و پارامترهای سوراخها
Hole Wizard در SolidWorks قابلیت سفارشیسازی بالایی را فراهم میکند که به شما امکان میدهد پارامترهای خاصی را برای هر نوع سوراخ تعریف کنید. در اینجا برخی از پارامترهای کلیدی که میتوانید سفارشی کنید، آمده است:
اندازه سوراخ: میتوانید قطر و عمق سوراخ را بر اساس نیازهای طراحی خود مشخص کنید.
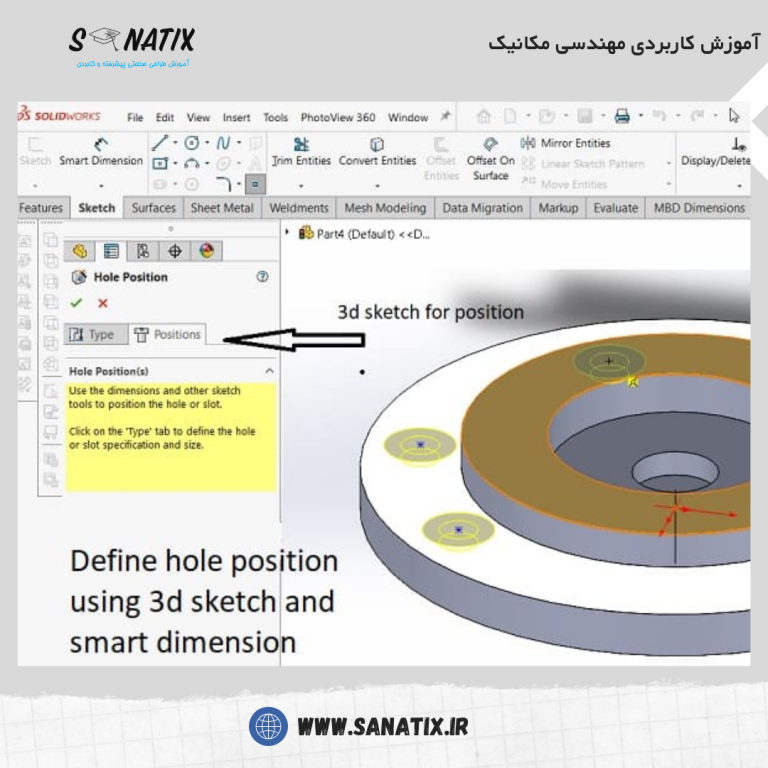
موقعیت: Hole Wizard به شما اجازه میدهد مکان دقیق سوراخ را با انتخاب نقاط مرجع یا وارد کردن مقادیر مختصاتی تعریف کنید.
مشخصات رزوه: برای سوراخهای رزوهدار، میتوانید نوع رزوه، اندازه و عمق آن را مشخص کنید تا با پیچ مورد نظر سازگار باشد.
کلیرانس و فیت: میتوانید نوع فیت را مانند loose، standard یا tight تعریف کنید تا فاصله بین سوراخ و پیچ را کنترل کنید.
با سفارشیسازی این پارامترها، میتوانید سوراخهایی ایجاد کنید که به نیازهای خاص طراحی شما مطابق باشند و تناسب و عملکرد دقیقی را تضمین کنند.
استفاده از Hole Wizard در ترکیب با سایر ویژگیهای SolidWorks
Hole Wizard ابزاری انعطافپذیر است که میتوان از آن در ترکیب با سایر ویژگیهای SolidWorks برای بهبود جریان کاری طراحی استفاده کرد. در اینجا چند مثال از نحوه استفاده از قدرت Hole Wizard در کنار سایر ابزارها آمده است:
ویژگی Pattern: پس از ایجاد یک سوراخ با Hole Wizard، میتوانید به راحتی یک الگو از همان سوراخ یا سری سوراخهای مختلف ایجاد کنید.
طراحی اسمبلی: هنگام کار روی طراحیهای اسمبلی، میتوانید از Hole Wizard برای ایجاد سوراخ در قطعات جداگانه استفاده کرده و سپس از ویژگی Mate برای مونتاژ قطعات استفاده کنید.
جدولهای طراحی: اگر نیاز دارید چندین نوع سوراخ با اندازهها یا پیکربندیهای مختلف ایجاد کنید، میتوانید از جدولهای طراحی در SolidWorks استفاده کنید.
با بررسی ادغام Hole Wizard با سایر ویژگیهای SolidWorks، میتوانید فرآیند طراحی خود را بهینهسازی کرده و به کارایی بیشتری دست یابید.
نکات و ترفندها برای ایجاد کارآمد سوراخ با استفاده از Hole Wizard
برای بهرهوری بیشتر از Hole Wizard، نکات و ترفندهای زیر را در نظر بگیرید:
استفاده از قالبهای Hole Wizard: SolidWorks قالبهای از پیش تعریف شدهای برای سوراخهای استاندارد مانند ANSI Inch یا ISO Metric ارائه میدهد.
ایجاد علاقهمندیهای Hole Wizard سفارشی: اگر به طور مکرر از نوع خاصی از سوراخ استفاده میکنید، میتوانید علاقهمندیهای سفارشی ایجاد کنید.
استفاده از ابزار اندازهگذاری هوشمند: هنگام تعیین ابعاد سوراخها، از ابزار Smart Dimension استفاده کنید تا اندازهگیریهای دقیقی داشته باشید.
استفاده از درخت طراحی: درخت طراحی در SolidWorks نمایی سلسلهمراتبی از ویژگیهای مدل شما ارائه میدهد که میتوانید ویژگیهای سوراخ را به راحتی اصلاح یا متوقف کنید.
با اجرای این نکات و ترفندها، میتوانید بهرهوری و کارایی خود را هنگام استفاده از Hole Wizard در SolidWorks افزایش دهید.
رفع مشکلات رایج در استفاده از Hole Wizard
در حالی که Hole Wizard یک ابزار قدرتمند است، ممکن است با مشکلاتی مواجه شوید. در اینجا برخی از مشکلات رایج و راهحلهای احتمالی آمده است:
1. سوراخهای ناهماهنگ: اگر سوراخها به درستی تراز نشدهاند، نقاط مرجع یا مقادیر مختصاتی وارد شده را دوباره بررسی کنید.
2. عمقهای ناهماهنگ سوراخ: اگر عمق سوراخها ناهماهنگ است، تنظیمات عمق را در جعبه گفتگوی Hole Wizard بررسی کنید.
3. مشکلات سازگاری رزوه: اگر سوراخهای رزوهدار شما با پیچهای مورد نظر سازگار نیستند، مشخصات رزوه را دوباره بررسی کنید.
4. انواع سوراخهای از دست رفته: اگر نمیتوانید نوع خاصی از سوراخ را در Hole Wizard پیدا کنید، نسخه SolidWorks و مجوز خود را بررسی کنید.
با رفع این مشکلات رایج، میتوانید بر چالشها غلبه کرده و از ویژگی Hole Wizard در SolidWorks به بهترین نحو بهرهبرداری کنید.
تکنیکهای پیشرفته برای ایجاد سوراخهای پیچیده
برای کاربرانی که به دنبال ارتقای مهارتهای خود در ایجاد سوراخ هستند، SolidWorks تکنیکهای پیشرفتهای ارائه میدهد. در اینجا چند تکنیک پیشرفته آمده است:
پروفیلهای سوراخ سفارشی: به جای استفاده از انواع سوراخهای پیشفرض، میتوانید از ویژگی Hole Wizard Sketch برای ایجاد پروفیلهای سوراخ سفارشی استفاده کنید.
درجهای رزوهدار: برای ایجاد سوراخ برای درجهای رزوهدار، میتوانید از Hole Wizard در ترکیب با ویژگی Insert استفاده کنید.
برچسبهای پیشرفته سوراخ: هنگام مستندسازی طراحی خود، میتوانید از Advanced Hole Callouts در SolidWorks استفاده کنید.
با بررسی این تکنیکهای پیشرفته، میتوانید تواناییهای خود را در ایجاد سوراخهای پیچیده گسترش داده و به چالشهای طراحی پیچیدهتر بپردازید.
نتیجهگیری: تسلط بر Hole Wizard در SolidWorks
Hole Wizard یک ابزار قدرتمند در SolidWorks است که فرآیند ایجاد سوراخ را ساده کرده و کارایی طراحی را افزایش میدهد. با درک اهمیت آن، پیروی از یک راهنمای گامبهگام، بررسی انواع مختلف سوراخها، سفارشیسازی پارامترها و استفاده از آن در ترکیب با سایر ویژگیها، میتوانید در استفاده از Hole Wizard مهارت پیدا کنید. با تمرین و تجربه، میتوانید در ایجاد سوراخهای دقیق در مدلهای SolidWorks خود به تسلط برسید.
حالا که با اصول و تکنیکهای پیشرفته استفاده از Hole Wizard آشنا شدید، زمان آن رسیده است که خلاقیت خود را به کار بگیرید و با اطمینان در SolidWorks طراحی کنید! برای ادامه یادگیری و تسلط بیشتر بر ابزارها و تکنیکهای SolidWorks، به صفحه فروشگاه دورهها مراجعه کنید و از دورههای تخصصی ما بهرهبرداری کنید. همچنین اگر نیاز به مشاوره حرفهای یا همکاری در پروژههای پیچیده دارید، با ما از طریق صفحه تماس با ما در ارتباط باشید. برای سفارش پروژههای طراحی و مشاوره، به صفحه سفارش پروژه سر بزنید و از خدمات ما بهرهمند شوید. با ما همراه باشید و تجربهای بینظیر از طراحی با SolidWorks داشته باشید!
سلام و درود. در این مقاله قصد داریم به بررسی اصول نقشهکشی مهندسی بپردازیم، که به عنوان یکی از ارکان اصلی در فرآیند طراحی و تولید محصولات صنعتی شناخته میشود. نقشهکشی مهندسی ابزاری قدرتمند برای تجسم، ارتباط و مستندسازی ایدههای فنی است و تسلط بر اصول و استانداردهای آن، یکی از ملزومات موفقیت در دنیای مهندسی است. در ادامه، به چیدمان شیت نقشهکشی، بلوک عنوان و سایر اجزای مهم یک نقشه مهندسی خواهیم پرداخت تا به شما کمک کنیم تا با این مبانی آشنا شوید و بتوانید پروژههای خود را با دقت و کارایی بیشتری پیش ببرید. با ما همراه باشید!
اصول نقشههای مهندسی
یک نقشه مهندسی (یا فنی) نمایش گرافیکی یک قطعه، مونتاژ، سیستم یا سازه است که میتواند با استفاده از دست آزاد، ابزار مکانیکی یا روشهای رایانهای تولید شود. نقشههای کاری مجموعهای از نقشههای فنی هستند که در مرحله تولید یک محصول استفاده میشوند. این نقشهها حاوی تمام اطلاعات مورد نیاز برای ساخت و مونتاژ یک محصول هستند.
چیدمان شیت نقشهکشی
چیدمانهای استاندارد شیت نقشهکشی توسط سازمانهای استاندارد مختلف مشخص شدهاند.
شکل زیر چیدمان یک شیت معمولی را نشان میدهد که شامل فریم نقشهکشی، بلوک عنوان، فهرست قطعات (صورت مواد) و جدول بازبینی است.
فریمهای شیت نقشهکشی
بهصورت استاندارد، فریم نقشهکشی روی هر شیت چاپ میشود و یک حاشیه در اطراف منطقه نقشهکشی تعریف میکند.
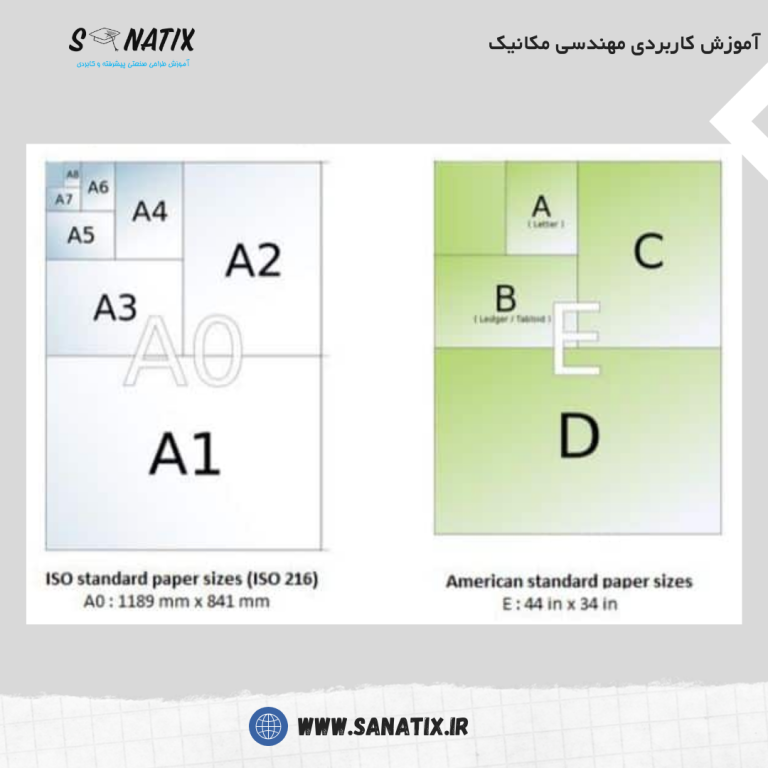
حاشیههای فریم نقشهکشی برای هر اندازه کاغذ استاندارد شدهاند.
بلوک عنوان
بلوک عنوان معمولاً در پایین سمت راست فریم نقشهکشی قرار میگیرد و باید حاوی اطلاعات زیر باشد:
نام شرکت یا سازمان
عنوان نقشه
شماره نقشه که عموماً یک شناسه بایگانی منحصر به فرد است
مقیاس
اندازه نقشه
زاویه تصویرسازی استفاده شده (اول یا سوم) که معمولاً به صورت نمادین نشان داده میشود
امضا یا نام نقشهکش، بررسیکننده، تأییدکننده و صادرکننده به همراه تاریخهای مربوطه
جنس قطعه
شماره بازبینی
شماره شیت برای نقشههای چند شیتی
سایر اطلاعات لازم (تلورانسها، پرداخت سطح و غیره)
علاوه بر اطلاعات فوق، برای نقشههایی که با استفاده از نرمافزار CAD تولید میشوند، به شدت توصیه میشود که اطلاعات زیر نیز در بلوک عنوان موجود باشد:
نام نرمافزار CAD استفاده شده و نسخه آن
نام فایل نقشه
نام فایل قطعه یا مونتاژ منبع
واحدهای اندازهگیری (اگر نقشه بهطور اشتباه روی یک اندازه کاغذ دیگر چاپ شود، مقیاس بیمعنی میشود)
جدول بازبینی
جدول بازبینی معمولاً در بالای سمت راست فریم نقشهکشی قرار دارد. تمام تغییرات اعمال شده در نقشه باید در اینجا مستند شوند.
لیست مواد یا قطعات (Bill of Materials)
اگر نقشه شامل چندین قطعه باشد یا نقشه مونتاژ باشد، یک لیست قطعات به نقشه اضافه میشود. لیست مواد معمولاً در پایین سمت راست فریم نقشهکشی، درست بالای بلوک عنوان قرار میگیرد.
لیست مواد باید حاوی اطلاعات زیر باشد:
شماره قطعه
نام قطعه
تعداد مورد نیاز
مشخصات مواد
شماره نقشه هر قطعه مجزا
سایر اطلاعات کاربردی
وقتی لیست قطعات بسیار بزرگ باشد، ممکن است یک شیت نقشهکشی جداگانه فقط برای لیست قطعات استفاده شود.
زونبندی (Zoning)
یک نقشه ممکن است به وسیله حروف و اعداد به یک شبکه تقسیم شود. زونبندی در داخل فریم نقشهکشی قرار دارد و معمولاً برای شیتهای نقشهکشی بزرگ استفاده میشود که امکان ارجاع آسان به بخشهای مختلف نقشه را با ارجاع به یک مختصات مانند B4 فراهم میکند.
یادداشتها
اطلاعاتی غیر از نماهای تصویری و ابعاد که برای تکمیل یک نقشه ضروری هستند، به عنوان “یادداشتها” طبقهبندی میشوند. یادداشتها معمولاً در گوشه پایین سمت چپ شیت نقشهکشی قرار میگیرند و به ترتیب پایینرو شمارهگذاری میشوند.
برخی مثالها از یادداشتهای استفاده شده در نقشههای کاری به شرح زیر هستند:
یادداشتهای ابعادی: تمام ابعاد پس از عملیات سطحی اعمال میشوند.
یادداشتهای عملیات حرارتی: عملیات حرارتی مطابق با استاندارد-XXX به سختی XXX انجام شود.
یادداشتهای روش اتصال (جوشکاری، لحیمکاری و غیره): جوشکاری ذوبی مطابق با استاندارد-XXX انجام شود.
یادداشتهای پوششدهی و آبکاری: آبکاری کادمیوم مطابق با استاندارد XXX انجام شود.
یادداشتهای آمادهسازی سطح: سطح برای استفاده در خلاء تمیز و پولیش شود.
یادداشتهای تست و بازرسی: بازرسی رادیوگرافی تمام جوشها مطابق با استاندارد-XXX انجام شود.
یادداشتهای تمیزکاری و نصب پیچهای رزوهدار: گشتاور سفت کردن پیچهای رزوهدار باید مطابق با جدول گشتاور ذکر شده باشد.
یادداشتهای متفرقه: پس از پایان الکتروپولیش، در کیسه قرار دهید.
اگر به دنبال کسب اطلاعات بیشتر در مورد اصول نقشهکشی مهندسی و استانداردهای مرتبط با آن هستید یا به پروژههای مهندسی نیاز دارید، به شما پیشنهاد میکنیم به صفحه تماس با مادر سایت صنعتیکس مراجعه کنید. همچنین، برای مشاهده پستهای مرتبط و دیگر مقالات تخصصی به بخش وبلاگ ما سر بزنید.
شفت یک عنصر چرخان و حیاتی در سیستمهای مکانیکی است که معمولاً دارای مقطع دایرهای میباشد و برای انتقال توان یا حرکت به کار میرود. این قطعه به عنوان محور چرخش یا نوسان برای المانهایی نظیر چرخدندهها، پولیها، چرخطیارها، میللنگها، زنجیرچرخها و دیگر اجزای مشابه عمل میکند و هندسه و مسیر حرکت آنها را کنترل میکند.
شفتها با توجه به نیازهای خاص طراحی و عملکردی، از مواد مختلفی ساخته میشوند، اما فولادهای کربنی به دلیل خواص مکانیکی مطلوب و قابلیت ماشینکاری خوب، به طور گستردهای در ساخت شفتها استفاده میشوند. گریدهای رایج فولاد کربنی برای شفتها شامل 40C8، 45C8، 50C4، و 50C12 هستند. این گریدها به دلیل ترکیب مناسب از استحکام، سختی و قابلیت جوشکاری، انتخابهای مناسبی برای کاربردهای مختلف شفت میباشند.
در طراحی شفت، تحلیل تنشها و شناسایی نقاط بحرانی از اهمیت ویژهای برخوردار است. برای طراحی بهینه شفت، مراحل زیر باید به دقت انجام شود:
تحلیل تنش و شناسایی نقاط بحرانی:
در طراحی شفت، شناسایی نقاط بحرانی که تحت تنشهای بالایی قرار دارند، ضروری است. این نقاط معمولاً در نواحی با تغییرات ناگهانی در مقطع یا محل نصب المانهای دیگر وجود دارند.
پس از شناسایی نقاط بحرانی، ابعاد این مناطق باید به گونهای تنظیم شود که توانایی تحمل بارهای وارد شده را داشته و الزامات مقاومت را برآورده کند.
برای بخشهای دیگر شفت که تحت تنشهای کمتری قرار دارند، ابعاد و طراحی باید به گونهای انجام شود که نیازهای عملکردی و مکانیکی المانهای نصبشده بر روی شفت را نیز برآورده کند.
خمش و شیب:
خمش و شیب شفتها تابعی از ممان اینرسی هستند. ممان اینرسی که به هندسه شفت بستگی دارد، تأثیر زیادی بر میزان تغییر شکل و مقاومت شفت در برابر بارهای خمشی دارد.
به همین دلیل، طراحی شفت ابتدا مستلزم تحلیل دقیق تنشها و تعیین مقادیر اولیه برای ابعاد شفت است.
پس از تعیین ابعاد اولیه شفت، میتوان با استفاده از تحلیلهای مهندسی، تغییر مکانها و شیبهای ناشی از بارگذاریهای مختلف را محاسبه کرده و طراحی را بهینه کرد.
مواد شفت:
در انتخاب مواد برای طراحی شفت، مراحل زیر باید مد نظر قرار گیرد:
شروع با فولاد کربنی:
فولاد کربنی ارزانقیمت با کربن پایین یا متوسط بهعنوان نقطه شروع مناسب است. این نوع فولاد معمولاً برای محاسبات اولیه طراحی شفت استفاده میشود، زیرا هزینه پایین و ویژگیهای مکانیکی قابل قبولی دارد.
بررسی نیازهای مقاومت و انعطافپذیری:
اگر الزامات مقاومت بر انعطافپذیری غالب شود و نیاز به کاهش اندازه شفت وجود داشته باشد، باید از مواد با استحکام بالاتر استفاده کرد. این مواد میتوانند به کاهش قطر شفت کمک کرده و از بروز تغییر مکانهای بیش از حد جلوگیری کنند.
مقایسه هزینه مواد و فرآیندهای تولید:
هزینههای مربوط به مواد و فرآیندهای تولید باید با نیاز به کاهش قطر شفت مقایسه شود. به عبارتی دیگر، انتخاب مواد باید بهگونهای باشد که هزینه کلی تولید و مواد با مزایای عملکردی تعادلی مطلوب داشته باشد.
این مراحل کمک میکند تا مواد مناسب برای شفت انتخاب شوند و طراحی بهینهای از نظر مقاومت، انعطافپذیری و هزینه بهدست آید.
خواص مواد:
برای انتخاب مواد مناسب برای شفت، باید به ویژگیهای زیر توجه شود:
استحکام بالا:
ماده باید دارای استحکام کششی و فشاری بالا باشد تا بتواند بارهای سنگین و تنشهای ناشی از عملکرد شفت را بهخوبی تحمل کند.
قابلیت ماشینکاری خوب:
ماده باید قابلیت ماشینکاری مناسب داشته باشد تا بتوان آن را به دقت و با کیفیت بالا برش، تراش یا پردازش کرد.
ضریب حساسیت به شکاف پایین:
ماده باید دارای ضریب حساسیت به شکاف پایین باشد، بهطوریکه در شرایط تنشهای بالا یا آسیبهای مکانیکی، بهراحتی دچار شکست نشود.
خواص مناسب در عملیات حرارتی:
ماده باید ویژگیهای مطلوبی در عملیات حرارتی (مانند سختسازی، آنیل کردن و تمپر کردن) داشته باشد تا به بهبود خواص مکانیکی و مقاومت آن در برابر تغییرات دما کمک کند.
مقاومت سایشی بالا:
ماده باید مقاومت سایشی بالایی داشته باشد تا در مواجهه با سایش و تماس مداوم با قطعات دیگر، دوام و عمر طولانی داشته باشد.
این ویژگیها به تضمین عملکرد بهینه شفت در شرایط مختلف کاری و محیطی کمک میکنند و از نظر فنی و اقتصادی انتخاب مناسبی را فراهم میآورند.
ساخت شفتها:
تولید کمحجم:
برای تولید شفتها در مقادیر کم، فرآیندهای تراشکاری بهعنوان روش اصلی شکلدهی مورد استفاده قرار میگیرند. این فرآیند به دلیل دقت بالا و امکان ایجاد ابعاد و شکلهای پیچیده، مناسب است. از نظر اقتصادی، در این حالت هدف کاهش مقدار مواد حذفشده و بهینهسازی هزینهها است.
تولید انبوه:
برای تولید شفتها در مقادیر بالا، استفاده از روشهای شکلدهی حجمی مانند شکلدهی گرم یا سرد و ریختهگری مناسبتر است. این روشها به دلیل قابلیت تولید سریع و کاهش هزینههای تولید برای مقادیر زیاد، انتخاب میشوند. در این روشها، حداقل مواد هدر رفته و بهینهسازی طراحی شفت با توجه به نیازهای تولید صورت میگیرد.
انواع شفتها:
شفتهای انتقال توان:
این شفتها وظیفه انتقال توان بین منبع توان و ماشینآلاتی که توان را مصرف میکنند را بر عهده دارند. شفتهای انتقال توان میتوانند به دستههای زیر تقسیم شوند:
شفتهای بینمحور (Axial Shafts): این شفتها در محورهای مختلف نصب شده و توان را از یک نقطه به نقطه دیگر منتقل میکنند. معمولاً در سیستمهای انتقال قدرت مکانیکی استفاده میشوند.
شفتهای خطی (Linear Shafts): این شفتها به طور خطی در سیستمهای حرکتی قرار دارند و برای انتقال توان در راستای خطی طراحی شدهاند. در برخی سیستمهای راهنمایی و حرکتهای خطی به کار میروند.
شفتهای بالاسری (Overhead Shafts): این شفتها در بالای سیستمهای مختلف قرار دارند و توان را به اجزای مختلف ماشینآلات منتقل میکنند. معمولاً در صنایع مختلف مانند خطوط تولید و ماشینآلات بزرگ استفاده میشوند.
شفتهای ماشین آلات:
این شفتها بخشی از ساختار یکپارچه ماشینآلات هستند و به طور مستقیم با سایر اجزای ماشین در ارتباطند. شفتهای ماشینی معمولاً برای انتقال حرکت، تنظیم سرعت، و یا تبدیل انرژی درون ماشین طراحی میشوند. این شفتها به طور خاص برای تناسب با طراحی و عملکرد ماشینهای خاص ساخته میشوند و میتوانند شامل شفتهای اصلی، شفتهای محرک، و شفتهای کمکی باشند.
این تقسیمبندیها به درک بهتر کاربردهای مختلف شفتها و نیازمندیهای طراحی آنها در سیستمهای مختلف کمک میکند.
طراحی شفتها:
شفتهای توپر و توخالی (لوله ها) ممکن است بر اساس چندین معیار کلیدی طراحی شوند که شامل موارد زیر است:
مقاومت:
شفتهای تحت پیچش تنها: این نوع شفتها تحت بارهای پیچشی قرار دارند و باید به گونهای طراحی شوند که بتوانند این بارها را با حداقل تغییر شکل و بدون شکستگی تحمل کنند.
شفتهای تحت خمش تنها: در این حالت، شفتها تحت بارهای خمش قرار دارند و نیاز به طراحی مناسب برای جلوگیری از خمیدگی یا شکستگی تحت بارگذاریهای خمشی دارند.
شفتهای تحت ترکیب پیچش و خمش: شفتهایی که تحت ترکیبی از بارهای پیچشی و خمشی قرار دارند. طراحی این شفتها پیچیدهتر است زیرا باید بتوانند هر دو نوع بار را به طور همزمان تحمل کنند.
شفتهای تحت بارهای نوسانی: شفتهایی که تحت بارهای نوسانی یا متناوب قرار دارند. این شفتها نیاز به طراحی خاصی دارند تا از خستگی و ترکخوردگی در اثر بارهای متناوب جلوگیری شود.
سختی و صلبیت:
طراحی شفتها بر اساس سختی و صلبیت نیز اهمیت دارد. شفتها باید به گونهای طراحی شوند که در برابر تغییر شکلهای غیرمجاز تحت بارگذاریهای مختلف مقاومت کنند. این شامل انتخاب مناسب مواد و تعیین ابعاد مناسب برای شفت است تا از انحرافات و تغییر شکلهای ناخواسته جلوگیری شود.
در نهایت، طراحی شفتها نیاز به تحلیل دقیق تنشها، بررسی بارهای وارد بر شفت، و انتخاب مواد مناسب برای تأمین مقاومت، سختی و صلبیت مورد نظر دارد.
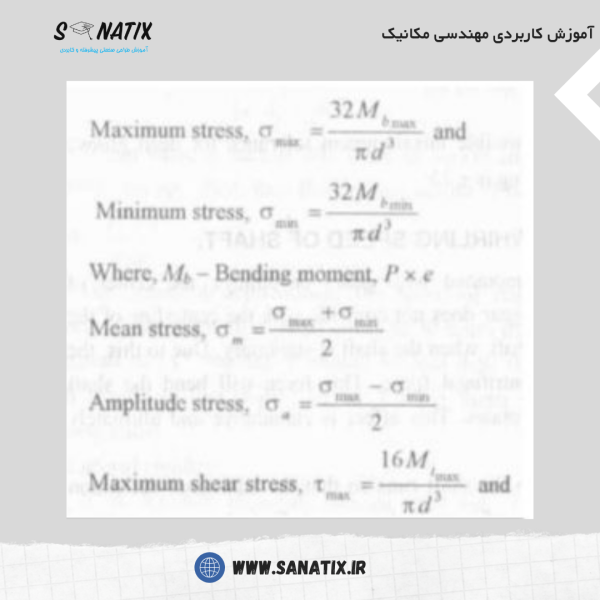
طراحی شفت برای تنش:
نیازی به ارزیابی تنشها در تمامی نقاط شفت نیست؛ ارزیابی در چند نقطه بحرانی کافی است. این نقاط بحرانی معمولاً در سطح بیرونی شفت قرار دارند.
موقعیتهای بحرانی ممکن است شامل:
موقعیتهای محوری که در آنها:
خمش زیادی وجود دارد: در این موقعیتها، تنشهای خمش ممکن است به حداکثر مقدار خود برسند و نیاز به بررسی دقیق دارند.
گشتاور اعمال میشود: جایی که شفت تحت تأثیر گشتاورهای پیچشی قرار دارد و ممکن است دچار پیچش و تنشهای مربوطه شود.
تمرکز تنشها وجود دارد: نقاطی که در آنها تنشها به طور قابل توجهی متمرکز میشوند، مانند تغییرات ناگهانی در مقطع یا اتصالات، که ممکن است موجب شکست یا آسیب شوند.
در این نقاط بحرانی، تحلیل دقیق تنشها و طراحی مناسب میتواند به پیشگیری از مشکلات ساختاری و افزایش عمر مفید شفت کمک کند.
شفتهای توپر و توخالی:
هنگامی که شفت تحت ترکیب پیچش و خمش قرار میگیرد، باید بر اساس هر دو ممان به طور همزمان طراحی شود.
طراحی شفت برای صلبیت:
در بسیاری از موارد، شفت باید از نظر صلبیت طراحی شود.
برای شفتی که تحت پیچش قرار دارد، زاویه پیچش به صورت زیر داده میشود:
که در آن:
T = گشتاور اعمالشده
L = طول شفت
J = ممان قطبی اینرسی شفت نسبت به محور چرخش = πDˆ4 / 32
G = مدول صلبیت ماده شفت
محاسبات نیاز به مدول صلبیت مادهای دارند که شفت از آن ساخته شده است. این مقدار با توجه به ماده متفاوت است و مقادیر G برای بسیاری از مواد در نمودارهای هندبوکهای طراحی و از تولیدکنندگان قابل دسترسی است.
بنابراین، با دانستن مقادیر T، L و G و مقدار مجاز زاویه پیچش، قطر شفت را میتوان محاسبه کرد.
برای بهبود دانش خود و کاربردیتر کردن طراحی شفتهای مکانیکی، پیشنهاد میکنیم:
مطالعه مقالات بیشتر: با بررسی مقالات دیگر ما در زمینه طراحی و تحلیل شفت، دانش خود را گسترش دهید.
پایتون یک زبان برنامهنویسی سطح بالا و تفسیر شده است که برای برنامهنویسی عمومی طراحی شده است. این زبان توسط گیدو وان روسوم ایجاد شده و اولین بار در سال 1991 منتشر شد. فلسفه طراحی پایتون بر خوانایی کد تأکید دارد و بهویژه از فاصلهگذاری معنایی برای ساختاردهی استفاده میکند.
ویژگیهای زبان برنامهنویسی پایتون:
خوانایی بالا: پایتون زبانی بسیار خوانا است.
آسان برای یادگیری: یادگیری پایتون آسان است زیرا این زبان بسیار بیانگر و سطح بالا است که به معنای درک راحتتر زبان و در نتیجه یادگیری آسانتر آن است.
متنباز: پایتون یک زبان برنامهنویسی متنباز است.
کتابخانه استاندارد گسترده: پایتون با یک کتابخانه استاندارد بزرگ ارائه میشود که شامل کدها و توابع مفیدی است که میتوانیم در حین برنامهنویسی در پایتون از آنها استفاده کنیم.
رایگان: پایتون رایگان است و میتوانید آن را دانلود کرده و در برنامههای خود استفاده کنید.
پشتیبانی از مدیریت استثناها: اگر تازهکار هستید، ممکن است تعجب کنید که استثنا چیست؟ استثنا رویدادی است که میتواند در حین اجرای برنامه رخ دهد و جریان معمول برنامه را مختل کند. پایتون از مدیریت استثناها پشتیبانی میکند که به معنای نوشتن کدهای کماشتباهتر و تست سناریوهای مختلفی است که ممکن است بعداً باعث ایجاد استثنا شوند.
ویژگیهای پیشرفته: پشتیبانی از تولیدکنندگان و درک فهرستها. این ویژگیها در ادامه توضیح داده خواهند شد.
مدیریت خودکار حافظه: پایتون از مدیریت خودکار حافظه پشتیبانی میکند، به این معنا که حافظه بهطور خودکار پاک و آزاد میشود و نیازی به نگرانی در مورد پاکسازی حافظه نیست.
پایتون برای مهندسان مکانیک:
انتخاب زبان برنامهنویسی برای مهندسان مکانیک به طور کامل بستگی به زمینه پیادهسازی دارد.
برای علاقهمندان به مکانیک و آردوینو: به سراغ زبان C بروید. این زبان استانداردی برای برنامهنویسی سطح پردازنده است.
از سوی دیگر، پایتون برای پروتوتایپسازی سریع، مکانیک سیالات (حل معادلات ناویر-استوکس) و رباتیک و اتوماسیون نیز عالی است.
مزایای پایتون:
تنوع قابلیتها: پایتون طیف وسیعی از قابلیتها را دارد و کتابخانههای متعددی برای پشتیبانی از ریاضیات و تحلیلها (NumPy، SciPy، matplotlib، Pandas) ارائه میدهد.
کد کمتر و یادگیری آسانتر: پایتون با استفاده از کد کمتر، یادگیری آن را آسانتر میکند.
هزینه کمتر: MATLAB، که استاندارد صنعت برای پروتوتایپسازی است، هزینهبر است و این مزیت پایتون را برجسته میکند.
ماژولهای غنی برای محاسبات ماتریسی و آرایهها: ماژولهای پایتون برای محاسبات ماتریسی و آرایهها غنی است و جامعه توسعهدهندگان آن خوب و در حال پیشرفت سریع است. بنابراین، پایتون برای آینده مناسب است زیرا یکی از سریعترین زبانهای در حال رشد است.
قابلیت استفاده در لینوکس: پایتون به طور پیشفرض در هستههای لینوکس وجود دارد و میتوان آن را به راحتی روی بردهایی که لینوکس کوچک را اجرا میکنند، استفاده کرد.
بنابراین، اگر شما یک مهندس مکانیک هستید و به این فکر میکنید که آیا باید پایتون را یاد بگیرید یا نه، اینجا یک کلمه از من: «بروید سراغ آن!»
مهندسان مکانیک به طور منظم از نرمافزارهای شبیهسازی مانند Abaqus استفاده میکنند و در اینجا نیاز به دانش پایتون وجود دارد. دانستن پایتون میتواند شبیهسازیهای شما را تسهیل کند و میتوانید زیرروالها یا برنامههایی بنویسید که به راحتی با Abaqus ترکیب شوند.
به طور مشابه، در حال حاضر استفاده از ابزارهای پایهای مانند FEM و دینامیک پلاستیسیته کریستالی و دینامیک ناپیوستگی، دینامیک مولکولی و غیره نیاز به دانش زبانهای برنامهنویسی مانند Fortran یا پایتون دارد. بسیاری از مهندسان مکانیک اسکریپتهای خود را برای استفاده با نرمافزارهای CAM استاندارد توسعه میدهند.
بنابراین، آگاهی از زبانهایی مانند پایتون میتواند برای یک مهندس مکانیک مفید و حتی ممکن است ضروری باشد.
1. مشاوره پروژههای طراحی: برای دریافت مشاوره تخصصی در مورد چگونگی استفاده از پایتون در پروژههای طراحی و شبیهسازی دستگاههای صنعتی، با ما در صفحه تماس با ما ارتباط برقرار کنید.
2. سفارش پروژههای طراحی: اگر به دنبال همکاری با یک تیم حرفهای برای طراحی و ساخت دستگاههای صنعتی با استفاده از پایتون و ابزارهای دیگر هستید، بهصفحه سفارش پروژههابروید و پروژه خود را ثبت کنید.
3. مشاهده پروژههای موفق: برای مشاهده نمونههای موفق از پروژههای طراحی و ساخت دستگاههای صنعتی انجام شده است، بهگالری پروژههادر سایت صنعتیکس مراجعه کنید.
معرفی انواع کانوایرها و کاربردهای آنها در صنایع مختلف
مقدمه
در دنیای صنعتی، کانوایرها نقش کلیدی در بهبود فرآیندهای حمل و نقل مواد و محصولات ایفا میکنند. این تجهیزات با طراحیهای مختلف و ویژگیهای خاص خود، به افزایش کارایی و کاهش هزینههای عملیاتی کمک میکنند. در این پست، به معرفی انواع مختلف کانوایرها و کاربردهای آنها در صنایع مختلف خواهیم پرداخت.
1. کانوایر زنجیری حمل پالت
کانوایر زنجیری حمل پالت یکی از انواع کانوایرهای پرکاربرد در صنایع مختلف است. این نوع کانوایر برای جابجایی پالتهای سنگین و بزرگ طراحی شده و از زنجیرهایی برای حرکت پالتها استفاده میکند.
ویژگیها:
تحمل بار سنگین: قادر به حمل بارهای سنگین و بزرگ مانند پالتهای حاوی مواد خام یا محصولات نهایی.
مقاومت بالا: طراحی محکم و مقاوم در برابر شرایط محیطی سخت.
نگهداری کم: نیاز به نگهداری و تعمیرات نسبتاً کم.
کاربردها:
صنایع تولیدی: برای جابجایی پالتهای تولیدی در خطوط تولید.
انبارداری: برای انتقال پالتهای کالا در انبارها و مراکز توزیع.
2. کانوایر رولیکی هرزگرد
کانوایر رولیکی هرزگرد (یا رولیکی غیردرایو) از رولیکهای چرخان برای انتقال محصولات استفاده میکند. این نوع کانوایر معمولاً به وسیله جاذبه و یا نیروی دستی کار میکند.
ویژگیها:
صرفهجویی در انرژی: نیازی به منبع انرژی برای حرکت رولیکها ندارد.
قابلیت تنظیم: میتوان به راحتی رولیکها را تنظیم کرده و سیستم را به نیازهای مختلف تطبیق داد.
مناسب برای بارهای سبک تا متوسط: بیشتر برای جابجایی محصولات کوچک و متوسط مناسب است.
کاربردها:
کارگاهها و کارخانهها: برای انتقال قطعات کوچک و متوسط در خطوط تولید.
مرکز توزیع: جهت جابجایی بستهها و محصولات به طور خودکار.
3. کانوایر رولیکی موتور دار
کانوایر رولیکی موتور دار، بر خلاف نوع هرزگرد، از موتور برای حرکت رولیکها استفاده میکند و قادر به انتقال بارهای سنگینتر و طولانیتر است.
ویژگیها:
قابلیت انتقال بار سنگین: مناسب برای حمل بارهای سنگین و بزرگ.
کنترل دقیق سرعت: امکان کنترل سرعت حرکت کانوایر به وسیله موتور.
قابلیت برنامهریزی: میتوان به راحتی با استفاده از سیستمهای اتوماسیون صنعتی، کانوایر را برنامهریزی و کنترل کرد.
کاربردها:
صنایع خودروسازی: برای انتقال قطعات بزرگ و سنگین در خطوط تولید.
صنایع بستهبندی: جهت جابجایی و انتقال بستهها در فرآیندهای بستهبندی.
4. کانوایر با بلت ماژولار پلاستیکی برای مواد غذایی
کانوایر با بلت ماژولار پلاستیکی یکی از بهترین انتخابها برای صنایع غذایی است، زیرا از پلاستیکهای بهداشتی و قابل شستشو ساخته شده است که به راحتی میتوانند تمیز شوند و از ورود آلودگی جلوگیری کنند.
ویژگیها:
تمیزکاری آسان: طراحی ماژولار و استفاده از پلاستیکهای بهداشتی که به راحتی تمیز میشوند.
مقاومت در برابر خوردگی: مقاوم در برابر مواد غذایی و شرایط مرطوب.
سازگاری با استانداردهای بهداشتی: مناسب برای استفاده در صنایع غذایی که نیاز به رعایت استانداردهای بهداشتی دارند.
کاربردها:
صنایع غذایی و نوشیدنی: برای انتقال و بستهبندی مواد غذایی.
صنایع داروسازی: جهت حمل و نقل محصولات دارویی در شرایط بهداشتی.
5. کانوایرهای نوار نقاله صنایع سنگین
کانوایرهای نوار نقاله صنایع سنگین برای انتقال مواد سنگین و حجیم طراحی شدهاند. این نوع کانوایرها به دلیل ساختار مقاوم و قدرت تحمل بالا، در صنایع سنگین و معدن استفاده میشوند.
ویژگیها:
تحمل بار سنگین: طراحی برای حمل و نقل مواد سنگین و حجیم مانند سنگ، زغالسنگ و دیگر مواد معدنی.
ساختار مقاوم: استفاده از مواد با کیفیت بالا و طراحی مقاوم در برابر شرایط سخت.
طول عمر بالا: دوام و طول عمر بالا حتی در شرایط کاری سخت.
کاربردها:
صنایع معدنی: برای انتقال مواد معدنی از معادن به واحدهای فرآوری.
صنایع ساخت و ساز: جهت جابجایی مصالح ساختمانی در پروژههای بزرگ.
🚀 آیا آمادهاید که به یک متخصص طراحی کانوایر تبدیل شوید؟ 🚀
اگر میخواهید طراحی و پیادهسازی کانوایرهای صنعتی را از صفر تا صد یاد بگیرید و به مهارتهای ارزشمندی در این حوزه دست یابید، دوره آموزشی طراحی کانوایر ما دقیقاً همان چیزی است که نیاز دارید!
🔧 در این دوره:
با اصول طراحی کانوایر آشنا شوید و توانایی ساخت انواع کانوایرها از جمله کانوایر زنجیری، رولیکی و بلت ماژولار را کسب کنید.
روشهای عملی و کاربردی را یاد بگیرید تا به راحتی پروژههای طراحی کانوایر را مدیریت کنید.
با تکنیکهای پیشرفته و نرمافزارهای تخصصی مانند SolidWorks برای طراحی و تحلیل کانوایرها آشنا شوید.
✨ فرصت را از دست ندهید! ✨ به جمع حرفهایها بپیوندید و تخصصهای جدیدی کسب کنید که شما را در مسیر موفقیت قرار میدهد.
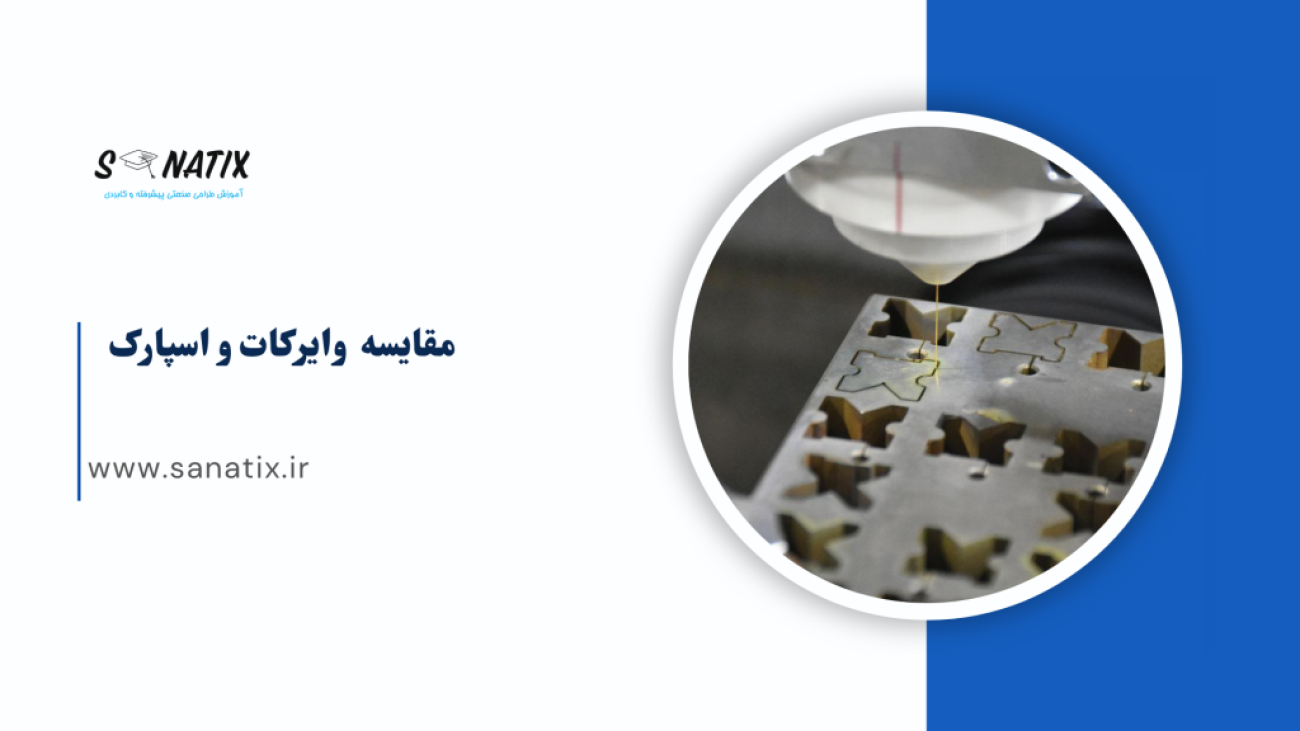
مقایسه جامع و کامل وایرکات و اسپارک (EDM): تفاوتها، شباهتها و کاربردها
در صنعت ماشینکاری، دو روش مهم و دقیق برای برش و شکلدهی مواد وجود دارد: وایرکات (Wire EDM) و اسپارک (EDM). هر کدام از این تکنیکها ویژگیها و کاربردهای خاص خود را دارند. در این پست، به بررسی جامع و دقیق این دو روش پرداخته و به مقایسه نقاط مشترک و تفاوتهای آنها خواهیم پرداخت.
1. مقدمه
ماشینکاری با تخلیه الکتریکی (EDM) یکی از روشهای پیشرفته و دقیق برای برش و شکلدهی مواد است. این تکنیک به ویژه برای تولید قطعات پیچیده و دقیق در صنایع مختلف مانند خودروسازی، هوافضا، و تولید قالبها مورد استفاده قرار میگیرد. در این روش، دو تکنیک اصلی وجود دارد: وایرکات (Wire EDM) و اسپارک (EDM). در این مقاله، به مقایسه این دو روش از جنبههای مختلف خواهیم پرداخت.
2. نقاط مشترک وایرکات و اسپارک
2.1. اصول عملکرد
بر اساس تخلیه الکتریکی: هر دو روش، وایرکات و اسپارک، از تخلیه الکتریکی برای برادهبرداری استفاده میکنند. در این روشها، جرقههای الکتریکی تولید شده توسط منبع تغذیه به سطح قطعه کار منتقل شده و باعث تبخیر یا برش مواد میشود.
2.2. کاربرد در مواد سخت
برش مواد سخت: هر دو تکنیک قادر به برش مواد سخت و مقاوم به سادگی هستند. این شامل مواد سخت مانند فولادهای ابزار، تنگستن، و سرامیکها میشود که به دلیل سختی بالا، ماشینکاری با روشهای سنتی دشوار است.
2.3. استفاده از مایع دی الکتریک
مایع دی الکتریک: در هر دو روش، مایع دی الکتریک برای خنک کردن الکترود و قطعه کار و همچنین برای حمل ذرات براده به کار میرود. این مایع معمولاً آب یا روغن مخصوص است که نقش مهمی در فرآیند ماشینکاری دارد.
3. تفاوتهای بین وایرکات و اسپارک
3.1. نوع الکترود و ابزار
وایرکات:
الکترود: در وایرکات، از سیم فلزی نازک (Wire) به عنوان الکترود استفاده میشود که به صورت پیوسته در حال حرکت است. این سیم معمولاً از مس یا برنج ساخته میشود.
ویژگیها: سیم نازک قادر به ایجاد برشهای دقیق و پیچیده با کیفیت بالا است.
اسپارک:
الکترود: در اسپارک، از الکترودهای جامد (معمولاً از مس یا گرافیت) استفاده میشود که به صورت ثابت در موقعیت خود قرار دارند. جرقهها بین این الکترودها و قطعه کار ایجاد میشود.
ویژگیها: الکترودها معمولاً به شکلهای مختلف ساخته میشوند و برای ایجاد حفرهها و شکلدهی پیچیده به کار میروند.
3.2. نوع برش و کیفیت سطح
وایرکات:
نوع برش: قادر به تولید برشهای بسیار دقیق و ظریف است. این تکنیک برای برش مواد سخت و پیچیده با دقت بالا مناسب است.
کیفیت سطح: سطح برش معمولاً صاف و بدون نیاز به عملیات تکمیلی اضافی است.
اسپارک:
نوع برش: مناسب برای تولید حفرهها و برشهای پیچیده درون قطعات. سرعت برش ممکن است کمتر از وایرکات باشد، به ویژه در مواد با ضخامت زیاد یا سخت.
کیفیت سطح: سطح قطعه معمولاً نیاز به پرداخت نهایی دارد تا به کیفیت مطلوب برسد.
3.3. سرعت و دقت
وایرکات:
سرعت: معمولاً برای برشهای سریع و دقیق استفاده میشود. این تکنیک سرعت بالایی در برش مواد سخت دارد.
دقت: دقت بسیار بالا و قابلیت ایجاد اشکال پیچیده و ظریف.
اسپارک:
سرعت: سرعت برش ممکن است کمتر از وایرکات باشد، به ویژه در مواردی که ضخامت مواد زیاد است.
دقت: دقت بالا برای برادهبرداری و شکلدهی پیچیده، اما ممکن است نیاز به تنظیمات دقیقتری داشته باشد.
3.4. کاربردهای صنعتی
وایرکات:
کاربردها: تولید قطعات دقیق و پیچیده، برش قالبها، ابزارها، و مواد سخت. این روش به ویژه برای برش قطعات با اشکال پیچیده و دقیق مناسب است.
مزایا: دقت بالا، کیفیت سطح عالی، و قابلیت برش مواد سخت.
اسپارک:
کاربردها: ساخت قالبها و ابزارهای دقیق، ماشینکاری حفرهها، و قطعات با دقت بالا. این روش بیشتر برای تولید اشکال پیچیده و حفرههای دقیق استفاده میشود.
مزایا: توانایی برادهبرداری از مواد سخت، مناسب برای شکلدهی و تولید حفرهها.
4. نکات کلیدی در انتخاب بین وایرکات و اسپارک
نوع قطعه و طراحی: اگر قطعه کار نیاز به برشهای بسیار دقیق و ظریف دارد، وایرکات گزینه مناسبتری است. اگر نیاز به ایجاد حفرهها و اشکال پیچیده درون قطعه باشد، اسپارک مناسبتر است.
مواد مورد استفاده: برای برش مواد سخت و مقاوم، هر دو تکنیک میتوانند مفید باشند، اما وایرکات معمولاً برای برش مواد سخت و ضخیم بهتر عمل میکند.
کیفیت سطح: برای قطعاتی که نیاز به سطح صاف و بدون نیاز به پرداخت نهایی دارند، وایرکات بهتر است. برای قطعاتی که نیاز به پرداخت نهایی دارند، اسپارک مناسب است.
نتیجهگیری
وایرکات و اسپارک هر دو تکنیکهای پیشرفته در ماشینکاری با تخلیه الکتریکی هستند که برای تولید قطعات دقیق و پیچیده استفاده میشوند. انتخاب بین این دو روش بستگی به نیازهای خاص پروژه، نوع قطعه کار، و دقت مورد نظر دارد. با درک کامل از شباهتها و تفاوتهای این دو تکنیک، میتوانید بهترین روش را برای نیازهای خاص خود انتخاب کنید و از قابلیتهای هر یک به بهترین نحو بهرهبرداری کنید.
در این پست، به بررسی دستگاه اسپارک (Electrical Discharge Machining یا EDM) خواهیم پرداخت. این تکنیک ماشینکاری غیرمستقیم برای تولید قطعات با دقت بسیار بالا و کیفیت سطح عالی استفاده میشود. هدف این مقاله ارائه یک نمای کلی جامع و عملی از دستگاه اسپارک، اجزای کلیدی آن، نحوه عملکرد، و کاربردهای آن در صنعت است.
1. مقدمه به دستگاه اسپارک
دستگاه اسپارک یا EDM یک فرآیند ماشینکاری است که با استفاده از تخلیه الکتریکی برای برش و شکلدهی مواد استفاده میشود. این تکنیک به ویژه برای ماشینکاری مواد سخت و برادهبرداری از قطعات پیچیده که نمیتوان با روشهای سنتی ماشینکاری انجام داد، مناسب است. در این روش، انرژی الکتریکی برای تولید جرقههایی با شدت بالا به سطح قطعه کار منتقل میشود و باعث برادهبرداری میشود.
2. اجزای اصلی دستگاه اسپارک
2.1. منبع تغذیه (Power Supply)
وظیفه: منبع تغذیه برای تولید جرقههای الکتریکی با انرژی بالا به کار میرود.
ویژگیها: باید توانایی تنظیم دقیق ولتاژ و جریان الکتریکی را داشته باشد تا کنترل مناسبی بر روی فرآیند برادهبرداری فراهم کند.
2.2. الکترود (Electrode)
وظیفه: الکترود به عنوان ابزار برش عمل میکند و به صورت مثبت در فرآیند اسپارک استفاده میشود.
جنس: معمولاً از مس، گرافیت یا سایر مواد هادی ساخته میشود.
طراحی: باید به دقت طراحی شود تا فرم و ابعاد مورد نظر را به دست آورد.
2.3. قطعه کار (Workpiece)
وظیفه: قطعهای که قرار است ماشینکاری شود.
جنس: میتواند از فلزات سخت، آلیاژها، و مواد غیرآهنی باشد.
موقعیت: باید به دقت در موقعیت صحیح برای ماشینکاری قرار گیرد.
2.4. سیستم خنککننده و فیلتر (Cooling and Filtering System)
وظیفه: مایع دی الکتریک (که معمولاً آب یا روغن مخصوص است) برای خنک کردن الکترود و قطعه کار و همچنین برای حمل ذرات براده استفاده میشود.
ویژگیها: سیستم خنککننده باید قادر به مدیریت دما و تمیزی مایع باشد.
2.5. سیستم حرکت (Motion System)
وظیفه: حرکت دقیق الکترود و قطعه کار به طور سهبعدی برای ماشینکاری.
ویژگیها: معمولاً شامل ریلها، موتورها، و سیستمهای کنترل برای حرکت در محورهای X، Y، و Z است.
3. نحوه عملکرد دستگاه اسپارک
3.1. آمادهسازی
تنظیمات اولیه: قطعه کار و الکترود به دقت در محل خود قرار میگیرند. تنظیمات برای ولتاژ و جریان در منبع تغذیه انجام میشود.
آمادهسازی مایع دی الکتریک: مایع دی الکتریک به سیستم ورودی دستگاه اسپارک پمپاژ میشود و سطح قطعه کار و الکترود را پوشش میدهد.
3.2. فرآیند ماشینکاری
تولید جرقه: منبع تغذیه جرقههای الکتریکی را تولید کرده و آنها به سطح قطعه کار و الکترود منتقل میکند.
برادهبرداری: جرقهها باعث تبخیر مواد سطحی از قطعه کار میشوند و در نتیجه برادهبرداری انجام میشود.
خنککاری و تمیزکاری: مایع دی الکتریک به طور مداوم سطح قطعه کار و الکترود را خنک کرده و ذرات براده را از منطقه ماشینکاری دور میکند.
3.3. کنترل و تنظیم
کنترل اتوماتیک: دستگاه اسپارک معمولاً دارای سیستمهای کنترل خودکار است که عملیات ماشینکاری را نظارت و تنظیم میکند.
دستگاههای اندازهگیری: استفاده از دستگاههای اندازهگیری دقیق برای بررسی ابعاد و کیفیت سطح قطعه کار.
4. کاربردها و مزایای دستگاه اسپارک
4.1. کاربردها
ساخت ابزار و قالبها: دستگاه اسپارک به ویژه برای ساخت ابزارها، قالبهای تزریق، و قالبهای برش که نیاز به دقت بالا دارند، مفید است.
ماشینکاری مواد سخت: برای برادهبرداری از مواد سخت مانند فولادهای ابزار، تنگستن، و مواد سرامیکی کاربرد دارد.
تولید قطعات پیچیده: برای تولید قطعات با اشکال پیچیده و دقیق که با روشهای سنتی امکانپذیر نیست، استفاده میشود.
4.2. مزایای دستگاه اسپارک
دقت بالا: توانایی ایجاد قطعات با دقت بالا و کیفیت سطح عالی.
قابلیت برادهبرداری از مواد سخت: قابلیت ماشینکاری مواد سخت و مقاوم.
انعطافپذیری: توانایی تولید اشکال پیچیده و پیچیده با کمترین نیاز به ابزارهای جانبی.
5. نکات کلیدی در استفاده از دستگاه اسپارک
انتخاب مناسب الکترود: انتخاب الکترود با جنس و طراحی مناسب برای دستیابی به نتایج مطلوب.
کنترل دما و فشار: تنظیم مناسب دما و فشار مایع دی الکتریک برای جلوگیری از مشکلات ماشینکاری.
نظارت بر فرآیند: نظارت مداوم بر فرآیند ماشینکاری برای جلوگیری از خطاها و مشکلات.
6. تعمیر و نگهداری دستگاه اسپارک
بازرسی منظم: بازرسی و تمیز کردن قطعات دستگاه به طور منظم برای حفظ عملکرد بهینه.
تعویض قطعات: تعویض به موقع قطعات فرسوده مانند الکترودها و فیلترهای مایع دی الکتریک.
تنظیمات دورهای: تنظیم و کالیبراسیون دستگاه به طور دورهای برای حفظ دقت و عملکرد.
نتیجهگیری
دستگاه اسپارک (EDM) ابزاری قدرتمند برای ماشینکاری دقیق و پیچیده است. با استفاده از جرقههای الکتریکی، این دستگاه قادر به برادهبرداری از مواد سخت و تولید قطعات با دقت بالا و کیفیت سطح ممتاز است. با درک کامل از اجزای اصلی، نحوه عملکرد، و کاربردهای دستگاه اسپارک، میتوانید از این تکنیک ماشینکاری به بهترین نحو برای تولید قطعات و ابزارهای پیچیده استفاده کنید.
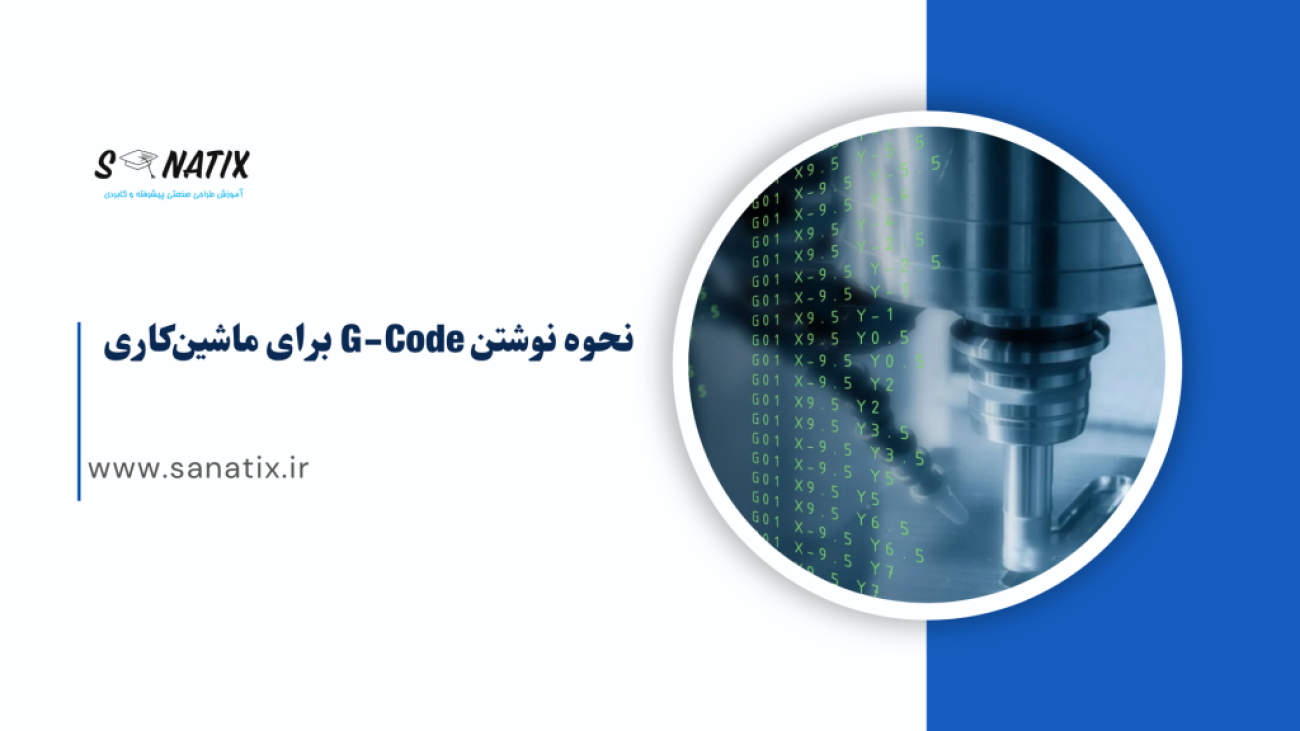
در این مقاله، یک مثال عملی از جی کد نویسی (G code) برای ماشینکاری یک قطعه صنعتی ساده را بررسی خواهیم کرد. این مثال به مهندسان مکانیک و متخصصان ساخت و تولید کمک میکند تا با نحوه نوشتن G کدها برای دستگاه فرز CNC چهار محور آشنا شوند. هدف ما در این پست، آموزش چگونگی برنامهریزی یک عملیات ماشینکاری ساده با استفاده از G کد است.
مشخصات ماشینکاری
در این مثال، قصد داریم یک جعبه مستطیلی با ابعاد 100×50 میلیمتر و عمق 10 میلیمتر را از یک بلوک ماده اولیه (خام) ماشینکاری کنیم. اطلاعات مربوط به این عملیات به شرح زیر است:
ابعاد قطعه: 100×50 میلیمتر
عمق ماشینکاری: 10 میلیمتر
ابزار برش: فرز تخت با قطر 10 میلیمتر
سرعت اسپیندل: 1500 دور در دقیقه (RPM)
سرعت پیشروی (Feed Rate): 200 میلیمتر بر دقیقه
نقطه شروع: X=0, Y=0, Z=0
توضیح کد G
G21: تنظیم واحد اندازهگیری به میلیمتر برای دقت بالا در ماشینکاری.
G90: انتخاب موقعیتیابی مطلق، که در آن تمامی مختصات به مبدا برنامه (نقطه شروع) نسبت داده میشوند.
G17: انتخاب صفحه کاری XY برای عملیات فرزکاری.
T1 M06: انتخاب ابزار شماره 1 (فرز تخت 10 میلیمتری) و اجرای دستور تعویض ابزار.
S1500 M03: تنظیم سرعت اسپیندل به 1500 دور در دقیقه و شروع چرخش آن در جهت عقربههای ساعت.
G00 X0 Y0: حرکت سریع ابزار به نقطه شروع در X=0 و Y=0.
G00 Z5: بالا بردن ابزار به 5 میلیمتر بالای سطح کار برای جلوگیری از برخورد ناخواسته.
G01 Z0 F100: پایین آوردن ابزار به سطح کار با سرعت پیشروی 100 میلیمتر بر دقیقه.
G01 Z-10 F50: شروع ماشینکاری عمق 10 میلیمتر با سرعت پیشروی 50 میلیمتر بر دقیقه.
G01 X100 Y0: حرکت ابزار به سمت راست به نقطه X=100 برای برش لبهی سمت راست جعبه.
G01 X100 Y50: حرکت ابزار به سمت بالا به نقطه Y=50 برای برش لبهی بالایی.
G01 X0 Y50: حرکت ابزار به سمت چپ به نقطه X=0 برای برش لبهی چپ جعبه.
G01 X0 Y0: حرکت ابزار به سمت پایین به نقطه Y=0 برای تکمیل برش و بازگشت به نقطه شروع.
G00 Z5: بلند کردن ابزار به 5 میلیمتر بالای سطح کار پس از پایان ماشینکاری.
M05: توقف اسپیندل برای پایان عملیات برش.
M30: پایان برنامه و ریست کنترلر برای آمادهسازی برنامه بعدی.
نتیجهگیری
این مثال نشان میدهد که چگونه میتوان با استفاده از کدهای G، یک قطعه صنعتی ساده را با دستگاه CNC چهار محور ماشینکاری کرد. این فرآیند نشاندهنده دقت و کنترلی است که این دستگاهها در اختیار کاربران قرار میدهند. در پروژههای واقعی، این کدها میتوانند پیچیدهتر شوند و شامل حرکات چندمحوری و استفاده از ابزارهای مختلف برای رسیدن به جزئیات دقیقتر باشند.
دستگاه فرز CNC چهار محور چیست؟ توضیح و کاربرد های آن
دستگاه فرز CNC چهار محور (4-axis CNC milling machine) یکی از پیشرفتهترین ماشینابزارها در دنیای تولید و مهندسی مکانیک است. این دستگاهها به کمک کنترل عددی کامپیوتری (CNC) قادر به ایجاد قطعات پیچیده با دقت بسیار بالا هستند و به همین دلیل در صنایع مختلف مانند هوافضا، خودروسازی، پزشکی و تولید قطعات الکترونیکی به کار گرفته میشوند. در ادامه به بررسی کامل این دستگاه، ویژگیها، قابلیتها، کاربردها و یک مثال عملی از استفاده آن در تولید قالبهای تزریق پلاستیک میپردازیم.
چهار محوری بودن دستگاه فرز CNC
دستگاه فرز CNC چهار محور به این معناست که ابزار ماشینکاری میتواند در چهار محور مختلف حرکت کند. این محورها عبارتند از:
محور X: حرکت افقی در امتداد طولی قطعه کار.
محور Y: حرکت افقی در امتداد عرضی قطعه کار.
محور Z: حرکت عمودی بالا و پایین.
محور A: حرکت چرخشی حول محور X یا Y، که امکان ایجاد زاویههای مختلف روی قطعه را فراهم میکند.
این چهار محور به دستگاه اجازه میدهند تا علاوه بر انجام حرکات خطی، حرکات چرخشی را نیز انجام دهد، که این قابلیت در تولید قطعات با اشکال پیچیده و زوایای مختلف بسیار ضروری است.
ویژگیها و قابلیتهای دستگاه فرز CNC چهار محور
دقت و تکرارپذیری بالا
دستگاههای CNC به دلیل استفاده از سیستمهای کنترل عددی، دقت بالایی دارند و میتوانند بارها و بارها یک قطعه را با همان دقت اولیه تولید کنند. این امر برای تولید انبوه قطعات دقیق اهمیت بسیاری دارد و به مهندسان اطمینان میدهد که قطعات تولید شده دارای کیفیت یکنواختی هستند.
توانایی ماشینکاری پیچیده
با افزودن محور چرخشی، دستگاه فرز چهار محور قادر است تا عملیات ماشینکاری پیچیدهتری مانند ساخت قطعات با سطوح خمیده، حفرههای زاویهدار و تراشهای سهبعدی را انجام دهد. این قابلیت در صنایع پیشرفته که نیاز به تولید قطعات پیچیده با دقت بالا دارند، بسیار مورد توجه است.
افزایش کارایی
دستگاههای چهار محور به دلیل کاهش نیاز به جابجایی و تنظیم مجدد قطعه کار، زمان تولید را بهطور قابل توجهی کاهش میدهند. این ویژگی باعث افزایش کارایی و بهرهوری در فرآیند تولید میشود و هزینههای تولید را نیز کاهش میدهد.
قابلیت استفاده در صنایع مختلف
این دستگاهها در صنایع مختلفی از جمله خودروسازی برای ساخت قالبها و قطعات موتوری، در هوافضا برای تولید قطعات پیچیده با تلرانسهای بالا، و در صنعت پزشکی برای تولید ایمپلنتها و تجهیزات پزشکی دقیق کاربرد دارند. به ویژه در مواردی که نیاز به دقت بالا و تولید قطعات پیچیده وجود دارد، دستگاههای CNC چهار محور به یک ابزار ضروری تبدیل میشوند.
برنامهریزی و کنترل
نرمافزارهای CAD/CAM (طراحی و تولید به کمک کامپیوتر) برای برنامهریزی مسیر ابزار در دستگاههای CNC استفاده میشوند. این نرمافزارها به مهندسان امکان طراحی دقیق قطعه و سپس ترجمه آن به کدهای G برای اجرای عملیات ماشینکاری را میدهند. در دستگاههای چهار محور، برنامهریزی مسیر ابزار پیچیدهتر است زیرا باید حرکات چرخشی محور A نیز در نظر گرفته شود.
یکپارچهسازی با سیستمهای اتوماسیون
دستگاههای CNC چهار محور معمولاً با سیستمهای اتوماسیون و رباتیک یکپارچه میشوند تا تولید کاملاً اتوماتیک و بدون دخالت انسان انجام شود. این امر باعث کاهش خطاهای انسانی، افزایش سرعت تولید و کاهش هزینهها میشود.
مثال کاربردی: تولید قالب تزریق پلاستیک
یکی از کاربردهای برجسته دستگاه فرز CNC چهار محور، تولید قالبهای تزریق پلاستیک است. این قالبها به طور گستردهای برای تولید قطعات پلاستیکی دقیق و پیچیده استفاده میشوند، مانند قطعات الکترونیکی، بدنههای دستگاهها، و اجزای خودرو. در این مثال، دستگاه فرز CNC چهار محور به ویژه مفید است:
ماشینکاری سطوح منحنی
با استفاده از محور چرخشی A، دستگاه میتواند سطحهای منحنی و پیچیده قالب را بدون نیاز به جابجایی مکرر قطعه ماشینکاری کند. این امر موجب کاهش خطاها و بهبود دقت در جزئیات قالب میشود. تولید سطوح منحنی با دقت بالا، بهویژه در قالبهایی که نیاز به تماس دقیق با سطح قطعه پلاستیکی دارند، بسیار مهم است.
دسترسی به نقاط سخت
در قالبهای پیچیده، بخشهایی از قطعه ممکن است بهطور مستقیم قابل دسترسی نباشند یا نیاز به زاویههای خاصی برای ماشینکاری داشته باشند. محور چرخشی A این امکان را فراهم میکند که ابزار فرز به راحتی به این نقاط دسترسی پیدا کند و سطوح داخلی یا زیرین قالب را با دقت بالا ماشینکاری کند. این ویژگی به تولید قالبهای پیچیده و چند وجهی کمک شایانی میکند.
یکپارچهسازی با EDM
پس از انجام مراحل اولیه ماشینکاری توسط دستگاه فرز CNC چهار محور، قالب ممکن است به ماشینهای EDM (Electric Discharge Machining) منتقل شود تا جزئیات نهایی مانند حفرههای کوچک یا شکلهای پیچیدهتر ایجاد شود. اما دستگاه چهار محور میتواند پیشماشینکاری دقیقتری انجام دهد، که فرآیند EDM را سادهتر و سریعتر میکند. این هماهنگی بین دستگاههای مختلف، زمان تولید را کاهش داده و کیفیت نهایی قطعه را بهبود میبخشد.
زمان تولید کوتاهتر
در مقایسه با دستگاههای سه محور، دستگاه چهار محور میتواند بدون نیاز به تنظیم مجدد و تغییر موقعیت قطعه، چندین وجه و زاویه مختلف را ماشینکاری کند. این ویژگی به طور چشمگیری زمان تولید قالب را کاهش میدهد و همچنین خطر ایجاد خطاهای ناشی از جابجایی قطعه را کمتر میکند. سرعت بالاتر تولید به معنای کاهش هزینههای تولید و افزایش توانایی رقابت در بازار است.
کاربردهای دیگر: تولید پروتزهای پزشکی
دستگاه فرز CNC چهار محور در تولید پروتزهای پزشکی مانند مفاصل مصنوعی زانو و لگن نیز نقش حیاتی دارد. این پروتزها باید با دقت بسیار بالا ساخته شوند تا با ساختار آناتومیک بدن انسان همخوانی داشته باشند. با استفاده از دستگاه چهار محور، میتوان پروتزهایی با سطحهای منحنی دقیق، که بهطور کامل با فرم بدن بیمار مطابقت دارند، تولید کرد.
مزایا و محدودیتها
مزایا:
ساخت قطعات با سطوح پیچیده: در جایی که نیاز به ماشینکاری سطوح سهبعدی و پیچیده است، دستگاههای چهار محور بهترین گزینه هستند.
کاهش نیاز به فیکسچرینگ (Fixture): به دلیل قابلیت چرخش قطعه، نیاز به استفاده از فیکسچرهای پیچیده و تنظیمات متعدد برای ماشینکاری زوایای مختلف کاهش مییابد.
افزایش دقت: حرکت چهار محوره به دستگاه اجازه میدهد تا با دقت بیشتری به سطوح و زوایای دشوار دست یابد.
بهبود کیفیت سطح: به دلیل کاهش تعداد تنظیمات و جابجایی قطعه، کیفیت سطح ماشینکاری شده بهبود مییابد و ریسک خرابی قطعه کاهش مییابد.
محدودیتها:
هزینه بالاتر: دستگاههای چهار محور معمولاً گرانتر از دستگاههای سه محور هستند و نیاز به سرمایهگذاری اولیه بیشتری دارند.
پیچیدگی در برنامهریزی: برنامهریزی مسیر ابزار برای ماشینکاری چهار محوره پیچیدهتر است و نیاز به تجربه و دانش بیشتری در استفاده از نرمافزارهای CAD/CAM دارد.
نگهداری پیچیدهتر: به دلیل وجود محور چرخشی اضافی، نگهداری و تعمیرات این دستگاهها پیچیدهتر و هزینهبرتر است.
نتیجهگیری
دستگاه فرز CNC چهار محور یک ابزار قدرتمند و انعطافپذیر در تولید قطعات پیچیده و دقیق است. این دستگاهها با ارائه دقت بالا، کاهش زمان تولید و افزایش بهرهوری، به یکی از ارکان اصلی در صنایع پیشرفته تبدیل شدهاند. به ویژه در صنایعی که به دقت بالا و تولید قطعات پیچیده نیاز دارند، مانند هوافضا، پزشکی، و تولید قالبهای صنعتی، این دستگاهها نقش حیاتی ایفا میکنند.
استفاده از این دستگاهها نیازمند برنامهریزی دقیق و دانش فنی بالا است، اما مزایای فراوان آنها در بهبود فرآیندهای تولید و نوآوری در طراحی قطعات، آنها را به یک انتخاب ایدهآل برای مهندسان مکانیک و ساخت و تولید تبدیل کرده است. با تسلط بر تکنولوژی و کاربردهای این دستگاهها، مهندسان میتوانند بهرهوری خود را افزایش دهند و به تولید محصولات با کیفیت بالاتر دست یابند.
اگر به دنبال ارتقای فرآیند تولید خود با استفاده از دستگاههای فرز CNC چهار محور هستید، همین حالا با ما تماس بگیرید تا کارشناسان ما شما را در انتخاب بهترین دستگاه و بهینهسازی تولید یاری کنند. همچنین، برای کسب اطلاعات بیشتر و مشاوره تخصصی، میتوانید به بخش خدمات مهندسی ما مراجعه کنید و یا در دورههای آموزشی ما ثبتنام کنید
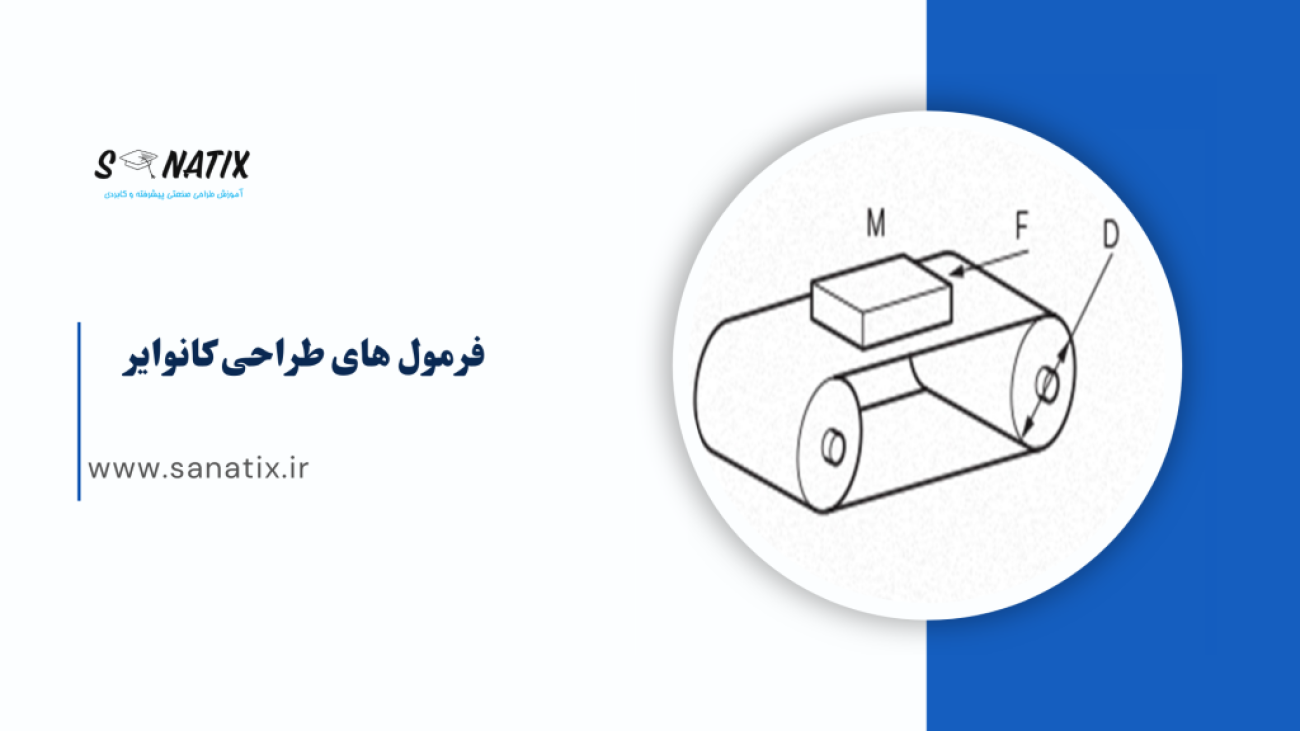
کانوایرهای زنجیری نقش حیاتی در خطوط تولید و انبارداری دارند، به ویژه برای حمل پالتهای سنگین. طراحی یک کانوایر زنجیری که قادر به جابجایی پالتهای سنگین باشد، نیازمند تحلیل دقیق بار و انتخاب مناسب اجزای مختلف از جمله موتور، گیربکس، شفتها، بیرینگها و زنجیرهاست. در این مقاله، به طور جامع به محاسبات فنی طراحی یک کانوایر زنجیری برای یک کاربرد خاص میپردازیم.
در این مقاله، به طور جامع به تحلیل بار در طراحی یک کانوایر زنجیری برای حمل پالتهای یک تنی با سرعت 0.5 متر بر ثانیه میپردازیم.
1. تعریف مسئله
فرض کنید که قصد داریم یک کانوایر زنجیری طراحی کنیم که باید پالتهای با وزن 1 تن (1000 کیلوگرم) را با سرعت 0.5 متر بر ثانیه جابجا کند. در این حالت، باید نیروهای مختلفی را که بر سیستم تأثیر میگذارند، شناسایی و محاسبه کنیم.
2. محاسبه نیروی وزن (وزن استاتیکی)
نیروی وزن یا نیروی استاتیکی، ناشی از جرم پالت و شتاب جاذبه است. این نیرو به صورت عمودی بر روی سطح کانوایر وارد میشود. برای محاسبه نیروی وزن از رابطه زیر استفاده میکنیم:
Fw=m×g
که در آن:
Fw نیروی وزن (نیوتن)
m جرم پالت (1000 کیلوگرم)
g شتاب جاذبه (9.81 متر بر ثانیه مربع)
Fw=1000×9.81=9810
بنابراین، نیروی وزن وارد بر کانوایر 9810 نیوتن خواهد بود.
3. محاسبه نیروی اصطکاک
نیروی اصطکاک از تماس پالت با سطح کانوایر ناشی میشود و در جهت مخالف حرکت عمل میکند. این نیرو به صورت زیر محاسبه میشود:
Ff=μ×Fw
که در آن:
F نیروی اصطکاک (نیوتن)
μ ضریب اصطکاک بین پالت و سطح کانوایر
Fw نیروی وزن (9810 نیوتن)
فرض کنیم ضریب اصطکاک μ=0.3 باشد، بنابراین:
Ff=0.3×9810=2943
4. نیروی محرکه مورد نیاز
برای غلبه بر نیروی اصطکاک و حرکت دادن پالت، نیروی محرکهای که از موتور و گیربکس به زنجیرها منتقل میشود، باید محاسبه شود. این نیرو شامل نیروی اصطکاک و نیروی لازم برای حرکت دادن بار در برابر مقاومتهای دیگر (مثل مقاومت هوای ناچیز و یا مقاومتهای مکانیکی) است. در سادهترین حالت، فرض میکنیم تنها نیروی اصطکاک حائز اهمیت است، بنابراین نیروی محرکه مورد نیاز برابر است با:
Fm=Ff=2943
5. توان مورد نیاز موتور
توان موتور برای ایجاد نیروی محرکه و جابجایی پالت با سرعت مورد نظر، از رابطه زیر به دست میآید:
P=(Fm×v)/e
که در آن:
P توان موتور (وات)
F نیروی محرکه (2943نیوتن)
v سرعت کانوایر (0.5 متر بر ثانیه)
e بازده سیستم (معمولاً بین 0.85 تا 0.9 است)
فرض کنیم بازده سیستم e=0.85 باشد:
P=(2943×0.5)/0.85≈1731 w=1.73 kw
6. محاسبه گشتاور مورد نیاز
گشتاور لازم برای غلبه بر نیروهای مقاوم و حرکت دادن پالت توسط موتور و گیربکس ایجاد میشود. گشتاور مورد نیاز از رابطه زیر محاسبه میشود:
T=Fm×r
که در آن:
T گشتاور مورد نیاز (نیوتنمتر)
Fm نیروی محرکه (981 نیوتن)
r شعاع چرخدنده یا دندهای که زنجیر روی آن حرکت میکند (مثلاً 0.2 متر)
فرض کنیم شعاع چرخدنده r=0.2 متر باشد، بنابراین:
T=2943×0.2=585 n.m
8. بررسی پایداری و ایمنی سیستم
در این مرحله، باید تمامی نیروها و گشتاورهای محاسبه شده را با ضرایب اطمینان مناسب بررسی کنیم تا اطمینان حاصل شود که سیستم به درستی طراحی شده و ایمنی کافی دارد. این ضرایب معمولاً بین 1.5 تا 2 در نظر گرفته میشوند. بنابراین موتور انتخاب بایستی حداقل توان 3 کیلووات را داشته باشد.
نتیجهگیری
تحلیل بار در طراحی کانوایر زنجیری یکی از مراحل اساسی و پیچیده است که نیازمند دقت بالا و استفاده از فرمولها و روابط فنی مناسب است. در این مقاله، به طور جامع به محاسبات و تحلیل نیروهای مختلف پرداخته شد تا شما بتوانید با دانش کافی، کانوایر مناسبی را طراحی و اجرا کنید.
اگر به دنبال مشاوره تخصصی در زمینه طراحی کانوایرها هستید یا نیاز به محاسبات دقیقتر برای پروژههای خاص خود دارید، به صفحه طراحی و ساخت مراجعه کنید. همچنین، برای یادگیری بیشتر، میتوانید از دورههای آموزشی ما در زمینه طراحی دستگاه های صنعتی و بویژه اموزش طراحی کانوایر صنعتی بهرهمند شوید.