دستگاههای فرز از جمله ماشینآلات پرکاربرد در صنایع مختلف به شمار میآیند که برای انجام عملیاتهایی نظیر برش، تراش، سوراخکاری و فرمدهی به مواد مختلف استفاده میشوند. در این مقاله، قصد داریم فرآیند طراحی یک دستگاه فرز را از دیدگاه مکانیک و مهندسی با جزئیات دقیق مورد بررسی قرار دهیم. هدف ما ارائه یک راهنمای جامع و تخصصی برای مهندسان مکانیک و طراحان صنعتی است که میخواهند در طراحی و ساخت این نوع ماشینآلات مشارکت داشته باشند.
1. تعریف نیازمندیها و مشخصات فنی دستگاه فرز
1.1. انتخاب نوع دستگاه فرز
دستگاههای فرز را میتوان به دو دسته کلی تقسیم کرد: دستگاههای فرز عمودی و افقی. انتخاب بین این دو نوع بستگی به نوع عملیاتهایی دارد که قرار است انجام شود. در طراحی دستگاههای فرز عمودی، اسپیندل در راستای عمودی نصب میشود که برای کارهایی نظیر تراشکاری و سوراخکاری مناسب است. در مقابل، دستگاههای فرز افقی بیشتر برای برشهای طولانی و پیچیده مورد استفاده قرار میگیرند.
1.2. انتخاب مواد اولیه
مواد استفاده شده در ساخت دستگاه فرز باید دارای ویژگیهایی مانند مقاومت بالا در برابر سایش و خستگی، و تحمل دمای بالا باشند. برای اجزای مختلف دستگاه، مانند بدنه، اسپیندل، و ابزارهای برش، معمولاً از موادی مانند فولاد آلیاژی (مانند 42CrMo4 یا AISI 4140)، چدن خاکستری، و کاربید تنگستن استفاده میشود.
1.3. تعیین دقت و کیفیت سطح
یکی از مهمترین معیارهای طراحی دستگاه فرز، دقت و کیفیت سطح نهایی قطعه کار است. دقت موقعیتیابی و تکرارپذیری دستگاه باید در محدودهای باشد که نیازهای مشتری را برآورده کند. این امر مستلزم طراحی سیستمهای حرکتی دقیق، مانند ریلهای خطی و پیچهای حرکتی با دقت بالا، و همچنین کنترل دقیق حرکت اسپیندل و ابزار برش است.
2. طراحی سهبعدی دستگاه فرز با سالیدورکس
2.1. مدلسازی بدنه و پایه دستگاه
در این مرحله، ابتدا بدنه و پایه دستگاه مدلسازی میشود. بدنه دستگاه باید از جنسی با سختی و استحکام بالا ساخته شود تا توانایی جذب ارتعاشات و تحمل بارهای ناشی از فرآیند فرزکاری را داشته باشد. استفاده از چدن خاکستری برای این بخشها رایج است. در نرمافزار سالیدورکس، میتوان این اجزا را به صورت پارامتریک مدلسازی کرد و تمامی جزییات از جمله ریلها، محورها و نقاط نصب قطعات مختلف را در نظر گرفت.
2.2. طراحی سیستمهای حرکتی
برای حرکت دقیق در محورهای X، Y، و Z، از ریلهای خطی با دقت بالا و پیچهای حرکتی استفاده میشود. پیچهای حرکتی (Ball Screw) که با دقت بالا تولید میشوند، میتوانند با حداقل اصطکاک و برگشت (Backlash)، حرکتهای بسیار دقیق را فراهم کنند. این اجزا باید به گونهای طراحی شوند که بتوانند نیروهای برشی و بارهای وارد شده در طی عملیات فرزکاری را تحمل کنند.
2.3. طراحی سیستم اسپیندل
اسپیندل یکی از مهمترین اجزای دستگاه فرز است که ابزار برش را نگه میدارد و به آن حرکت دورانی میدهد. در طراحی اسپیندل، باید به انتخاب بلبرینگها، سیستمهای خنککننده و سیستمهای محرک (مانند موتورهای القایی یا سرووموتورها) توجه ویژهای شود. سرعت اسپیندل باید قابلیت تنظیم داشته باشد تا بتواند به طور دقیق با نوع ماده و عملیات مورد نظر هماهنگ شود.
2.4. مدلسازی و تحلیل اجزای مکانیکی
تمامی اجزای مکانیکی دستگاه باید در نرمافزار سالیدورکس مدلسازی شده و سپس با استفاده از تحلیلهای اجزای محدود (Finite Element Analysis – FEA)، بررسی شوند. این تحلیلها به ما امکان میدهد تا تنشها، تغییر شکلها، و نقاط بحرانی در ساختار دستگاه را شناسایی کنیم و در صورت نیاز، طراحی را بهینهسازی کنیم.
3. انتخاب و تحلیل مواد مورد استفاده
3.1. انتخاب مواد برای بدنه و پایه
همانطور که ذکر شد، بدنه و پایه دستگاه باید از موادی با استحکام و سختی بالا ساخته شوند. چدن خاکستری به دلیل ویژگیهای جذب ارتعاش و ماشینکاری خوب، انتخابی مناسب برای این بخشها است. همچنین استفاده از پوششهای ضد سایش میتواند عمر مفید دستگاه را افزایش دهد.
3.2. مواد برای اجزای حرکتی
ریلها و پیچهای حرکتی باید از فولادهای آلیاژی با سختی سطحی بالا ساخته شوند. عملیات حرارتی نظیر سختکاری القایی میتواند مقاومت به سایش این اجزا را افزایش دهد. همچنین در مواردی که نیاز به دقت بالا وجود دارد، استفاده از پوششهای کروم سخت میتواند کارآمد باشد.
4. تولید و مونتاژ دستگاه
4.1. ساخت قطعات و اجزای مکانیکی
با نهایی شدن طراحی، نقشههای تولیدی (Manufacturing Drawings) استخراج شده و فرآیند تولید قطعات آغاز میشود. استفاده از تکنیکهای ماشینکاری پیشرفته مانند فرز CNC، تراش CNC، و EDM برای تولید قطعات با دقت بالا ضروری است.
4.2. مونتاژ دستگاه
در مرحله مونتاژ، تمامی قطعات ساخته شده با دقت بالا بر روی بدنه دستگاه نصب میشوند. این فرآیند شامل نصب ریلها، پیچهای حرکتی، سیستمهای اسپیندل، و اتصالات الکتریکی و کنترلی است. توجه ویژهای باید به تراز بودن و دقت قرارگیری اجزا داشت تا از عملکرد بهینه دستگاه اطمینان حاصل شود.
5. تست و راهاندازی نهایی
5.1. تست عملکرد دستگاه
پس از مونتاژ، دستگاه باید تحت تستهای عملکردی قرار گیرد تا اطمینان حاصل شود که تمامی سیستمها به درستی کار میکنند. این تستها شامل بررسی دقت حرکتی، سرعت اسپیندل، کیفیت سطح ماشینکاری شده، و اندازهگیری خطاهای احتمالی است.
5.2. بهینهسازی نهایی
با توجه به نتایج تست، ممکن است نیاز به انجام تنظیمات نهایی و بهینهسازی در سیستمهای کنترلی و مکانیکی دستگاه باشد. این مرحله تضمین میکند که دستگاه به بهترین نحو ممکن آماده بهرهبرداری در محیط صنعتی است.
جمعبندی
طراحی و ساخت دستگاه فرز یک فرآیند پیچیده و چالشبرانگیز است که نیازمند دانش تخصصی و تجربه بالا در زمینه مهندسی مکانیک و طراحی صنعتی است. از مراحل اولیه نیازسنجی و تعریف مشخصات فنی تا تحلیلهای مکانیکی و ساخت و مونتاژ، هر مرحله از این فرآیند باید با دقت و توجه به جزئیات انجام شود. در نهایت، دستگاه فرزی که به درستی طراحی و ساخته شده باشد، میتواند به عنوان یک ابزار دقیق و قابل اعتماد در محیطهای صنعتی مورد استفاده قرار گیرد.
برای یادگیری بیشتر در زمینه طراحی دستگاههای صنعتی و شرکت در دورههای تخصصی ما، به صفحه دورههای آموزشی مراجعه کنید.
اگر نیاز به مشاوره تخصصی در زمینه طراحی و ساخت دستگاههای فرز دارید، با ما از طریق صفحه تماس با ما در ارتباط باشید.
مقالات دیگر ما را در زمینه طراحی و ساخت ماشینآلات صنعتی در وبلاگ صنعتیکس بخوانید.
طراحی و ساخت دستگاههای بستهبندی صنعتی یکی از پیچیدهترین و حساسترین حوزههای مهندسی مکانیک است. این فرآیند نیازمند درکی عمیق از مکانیزمهای مکانیکی، دینامیکی، مواد، کنترل فرآیند و شناخت دقیق نیازهای مشتریان است. در این مقاله، به بررسی تخصصی مراحل طراحی و ساخت دستگاههای بستهبندی، از ایدهپردازی تا اجرای نهایی، میپردازیم و با جزئیات فنی، چالشها و نکات عملی کلیدی در هر مرحله آشنا میشویم.
1. تحلیل نیاز و الزامات پروژه
در ابتدا فرض کنید، مشتری نیاز به یک دستگاه بستهبندی برای کیسههای 1 کیلوگرمی پودر دارد. اطلاعات دقیق در مورد محصول، از جمله خواص فیزیکی و شیمیایی پودر (مثل تراکم، سایش و رطوبتپذیری) جمعآوری میشود. این اطلاعات برای انتخاب نوع مکانیزمها، مواد و سیستمهای حرکتی ضروری است. استفاده از فرمهای مشخصات فنی شامل جزئیات محصول و فرآیند، به جلوگیری از از دست رفتن جزئیات کمک میکند. به عنوان مثال، مشخص میشود که آیا محصول به تماس با فلز حساس است یا نیاز به سیستمهای خاص برای جلوگیری از آلودگی دارد.
2. طراحی مکانیزم تغذیه و حمل محصول
برای دستگاه بستهبندی پودر، مکانیزم تغذیه دقیق از اهمیت بالایی برخوردار است. این مکانیزم معمولاً شامل یک پیچ انتقال (Screw Conveyor) است که پودر را از مخزن ذخیرهسازی به سمت بستهها هدایت میکند. قطر و گام پیچ انتقال بر اساس چگالی پودر و دبی مورد نیاز محاسبه میشود.
به عنوان مثال، اگر چگالی پودر 0.5 گرم بر سانتیمتر مکعب باشد و هدف پر کردن 1000 بسته در ساعت است، حجم منتقل شده در هر چرخش پیچ و سرعت چرخش محاسبه میشود تا نرخ جریان مناسب به دست آید:
3. طراحی سیستم پر کردن (Filling Mechanism)
سیستم پر کردن وظیفه دارد که حجم مشخصی از پودر را با دقت بالا به داخل هر بسته منتقل کند. این سیستمها میتوانند به صورت حجمی یا وزنی عمل کنند. در سیستمهای حجمی، حجم مشخصی از پودر اندازهگیری و به بسته منتقل میشود. در حالی که سیستمهای وزنی با استفاده از Load Cell، وزن دقیق پودر را اندازهگیری و کنترل میکنند. برای دستیابی به دقت بالا، معمولاً سیستم پر کردن وزنی توصیه میشود.
طراحی سیستم پر کردن وزنی:
انتخاب Load Cell: انتخاب Load Cell مناسب بر اساس وزن نهایی هر بسته (1 کیلوگرم) و دقت مورد نیاز انجام میشود. فرض کنید Load Cell با دقت 0.1 گرم انتخاب شده است که میتواند وزن پودر را با دقت بالا اندازهگیری کند. این دقت در بستهبندی محصولات حساس یا دارویی بسیار حیاتی است.
کنترل و کالیبراسیون: سیستم کنترلی باید به گونهای طراحی شود که امکان کالیبراسیون دقیق Load Cell فراهم باشد. این کار به بهینهسازی فرآیند پر کردن و کاهش خطاهای وزنی کمک میکند.
سرعت پر کردن: سرعت پر کردن باید با دقت وزنی هماهنگ باشد. استفاده از مکانیزمهای کنترل سرعت (مثل استفاده از سروو موتور) میتواند به تنظیم دقیق سرعت پر کردن کمک کند، به طوری که پودر به آرامی و بدون ایجاد گرد و غبار وارد بسته شود.
4. انتخاب مواد برای تماس با محصول
انتخاب مواد مناسب برای ساخت دستگاه بستهبندی، به ویژه در بخشهایی که با محصول در تماس هستند، اهمیت بالایی دارد. موادی مانند استیل ضدزنگ 316 به دلیل مقاومت در برابر خوردگی و سازگاری با استانداردهای بهداشتی، معمولاً برای این نوع دستگاهها انتخاب میشوند.
این مواد باید در برابر مواد شیمیایی خاص موجود در پودر مقاوم باشند و تستهای مقاومت مکانیکی و جوشکاری روی آنها انجام شود تا از دوام و کارایی بلندمدت اطمینان حاصل شود. همچنین، بررسی مقاومت سایش در بخشهای متحرک و بهینهسازی طراحی برای کاهش فشار وارده بر مواد در تماس با محصول ضروری است.
5. طراحی و ساخت قالبهای بستهبندی
قالبها باید به گونهای طراحی شوند که محصول به صورت یکنواخت و با کیفیت داخل بسته قرار گیرد. طراحی قالبها با استفاده از نرمافزارهای CAD/CAM انجام شده و سپس با دقت بالا ماشینکاری میشوند. اگر محصول به فشار حساس باشد، طراحی قالبها به شکلی انجام میشود که فشار اضافی بر بستهها وارد نشود، این امر به بهبود کیفیت نهایی بستهبندی کمک میکند.
6. طراحی سیستم کنترل و برنامهنویسی
سیستم کنترل باید قادر به نظارت و کنترل دقیق تمام مراحل بستهبندی باشد. استفاده از PLC و برنامهنویسی آن، امکان تنظیم و کنترل فرآیند پر کردن را فراهم میکند. طراحی HMI نیز باید به گونهای باشد که اپراتور بتواند به راحتی تنظیمات را تغییر داده و عملکرد دستگاه را نظارت کند.
برای مثال، سیستم کنترلی میتواند طوری برنامهریزی شود که در صورت بروز خطا، دستگاه به طور خودکار متوقف شده و اطلاعات مربوط به خطا برای اپراتور نمایش داده شود. این سیستمها همچنین میتوانند عملیاتهای دیگری مانند توقف اضطراری و تنظیم مجدد دستگاه را نیز پوشش دهند.
7. آزمون و اصلاح طراحی
بعد از ساخت اولیه دستگاه، تستهای عملیاتی دقیقی برای بررسی دقت وزنگیری، سرعت بستهبندی و کارایی مکانیزمهای حرکتی انجام میشود. نتایج این تستها به اصلاح و بهینهسازی دستگاه کمک میکند. به عنوان مثال، اگر دستگاه در وزنگیری دچار خطا باشد، ممکن است نیاز به تنظیم مجدد Load Cell یا اصلاح مکانیزم تغذیه باشد.
نتیجهگیری:
طراحی و ساخت دستگاههای بستهبندی نیازمند رعایت دقیق جزئیات فنی و عملی است. با انجام صحیح هر یک از مراحل بالا، میتوان دستگاهی با کارایی بالا و دقت فوقالعاده ساخت که به طور دقیق نیازهای مشتری را برآورده کند.
برای طراحی و ساخت دستگاههای بستهبندی سفارشی مطابق با نیازهای خاص خط تولید خود، با ما تماس بگیرید. تیم ما با تجربه و تخصص خود میتواند راهحلهای دقیق و کارآمدی را ارائه دهد. همچنین میتوانید با مراجعه به بخش دورههای آموزشی، دانش فنی خود را در این زمینه ارتقاء دهید و از تجارب ما در طراحی عملی بهرهمند شوید.
چگونه با سالیدورکس طراحی دستگاههای صنعتی را انجام دهیم؟
مقدمه
طراحی دستگاههای صنعتی پیچیده، مانند کانوایرها، پالتایزرها، و دستگاههای بستهبندی، نیازمند ترکیبی از دانش عمیق مکانیکی، تحلیلهای دینامیکی و سینماتیکی، و تسلط بر نرمافزارهای مدلسازی سهبعدی است. سالیدورکس به عنوان یک ابزار پیشرفته CAD، امکاناتی را فراهم میکند که به مهندسان امکان میدهد تا از مرحله ایدهپردازی تا تولید، فرآیند طراحی را بهصورت دقیق و کارآمد مدیریت کنند. در این مقاله، به بررسی گامهای تخصصی و چالشهای فنی مرتبط با طراحی دستگاههای صنعتی با استفاده از سالیدورکس میپردازیم.
1. تحلیل الزامات عملکردی و تعریف دقیق مشخصات طراحی
اولین گام در طراحی هر دستگاه صنعتی، تحلیل عمیق الزامات عملکردی است. این مرحله شامل تحلیل دینامیکی سیستم، تعریف مشخصات عملکردی دقیق، و درک کامل از محیط عملیاتی دستگاه است. به عنوان مثال، در طراحی یک سیستم کانوایر صنعتی، شما باید به عواملی مانند تنشهای وارده به قطعات مکانیکی، انتخاب دقیق موتور و گیربکس بر اساس منحنیهای سرعت-گشتاور، و تحلیل خستگی اجزا تحت بارهای متناوب توجه ویژهای داشته باشید.
نکته فنی: برای این منظور، پیشنهاد میشود از روشهای پیشرفتهای مانند Failure Modes and Effects Analysis (FMEA) استفاده کنید. این ابزار به شناسایی نقاط ضعف احتمالی در طراحی و بهینهسازی فرآیند کمک میکند. همچنین میتوانید از تحلیل حساسیت (Sensitivity Analysis) برای بررسی تأثیر تغییرات پارامترهای مختلف بر عملکرد نهایی دستگاه بهره ببرید.
2. مدلسازی مفهومی پیشرفته با سالیدورکس
پس از تعریف دقیق الزامات، مرحله بعدی ایجاد یک مدل مفهومی پیچیده در محیط سالیدورکس است. در این مرحله، استفاده از قابلیتهای پیشرفته نرمافزار برای مدلسازی دقیق اجزا و مجموعهها اهمیت بالایی دارد. در سالیدورکس، مدلسازی پارامتریک به شما اجازه میدهد تا طرح خود را به گونهای ایجاد کنید که به راحتی با تغییر در پارامترهای کلیدی، بهروزرسانی شود. این قابلیت در پروژههای بزرگ که نیاز به تغییرات متعدد دارند، بهویژه حائز اهمیت است.
نکته فنی: در مدلسازی مفهومی، استفاده از Design Tables برای مدیریت پارامترهای متعدد توصیه میشود. این جداول امکان ایجاد و تغییر سریع پارامترهای طراحی را فراهم میکنند و به شما اجازه میدهند تا انواع مختلفی از پیکربندیهای دستگاه را تنها با تغییر چند مقدار بررسی کنید. همچنین استفاده از Configuration Management به شما امکان میدهد تا چندین نسخه از یک مدل با ویژگیهای مختلف ایجاد و مقایسه کنید.
3. تحلیل سینماتیک و دینامیک پیشرفته
یکی از بخشهای حیاتی طراحی دستگاههای صنعتی، تحلیل حرکت و دینامیک سیستم است. با استفاده از ابزارهای Motion Study در سالیدورکس، میتوانید بهصورت پیشرفته به تحلیل حرکتهای پیچیده بپردازید. این تحلیل شامل بررسی اثرات گشتاورهای مختلف بر اجزای سیستم، شبیهسازی تماسهای غیرخطی، و بررسی پایداری دینامیکی دستگاه تحت شرایط مختلف بارگذاری است.
نکته فنی: برای تحلیل دقیقتر دینامیک دستگاه، میتوانید از روشهای عددی مانند Multibody Dynamics (MBD) استفاده کنید که در نرمافزارهای مکملی مانند Simpack یا MSC Adams موجود است و با سالیدورکس یکپارچه میشود. این تحلیلها میتوانند به شبیهسازی دقیقتر رفتار دینامیکی سیستم کمک کنند، بهویژه در دستگاههایی که شامل حرکتهای پیچیده یا تعاملات تماس هستند.
4. بهینهسازی طراحی و انتخاب مواد با استفاده از ابزارهای پیشرفته FEA
پس از تکمیل مدلسازی و تحلیل سینماتیک، نوبت به بهینهسازی طراحی میرسد. سالیدورکس دارای ابزارهای پیشرفته تحلیل المان محدود (FEA) است که به شما امکان میدهد تا طراحی خود را از نظر مقاومت مکانیکی، پایداری حرارتی و خستگی مورد بررسی قرار دهید. تحلیلهای FEA به شما کمک میکنند تا مواد مناسب برای هر جزء دستگاه را بر اساس شرایط بارگذاری واقعی انتخاب کنید.
نکته فنی: در این مرحله، استفاده از Topology Optimization پیشنهاد میشود. این روش بهینهسازی پیشرفته به شما امکان میدهد تا ساختار دستگاه را با حداقل مواد و در عین حال حفظ استحکام و پایداری مطلوب طراحی کنید. همچنین، از Material Library سالیدورکس میتوانید برای دسترسی به اطلاعات دقیقتر درباره خواص مواد استفاده کنید و بهینهترین انتخاب را انجام دهید.
5. تهیه نقشههای ساخت و مونتاژ با جزئیات پیشرفته
یکی از نکات کلیدی در طراحی دستگاههای صنعتی، تهیه نقشههای ساخت و مونتاژ است که شامل تمامی جزئیات مورد نیاز برای تولید قطعات و مونتاژ نهایی است. سالیدورکس با ارائه ابزارهای قدرتمند در زمینه نقشهکشی، امکان تهیه نقشههایی با تلرانسهای دقیق، اطلاعات جوشکاری، و مشخصات مواد را فراهم میکند.
نکته فنی: برای تهیه نقشههای ساخت و مونتاژ پیشرفته، از Geometric Dimensioning and Tolerancing (GD&T) در سالیدورکس استفاده کنید. این روش به شما امکان میدهد تا جزئیات تلرانسهای هندسی را بهطور دقیق مشخص کنید و از سازگاری کامل بین قطعات در مونتاژ نهایی اطمینان حاصل کنید. همچنین، استفاده از Weldment Tools برای طراحی و تهیه نقشههای جوشکاری در ساختارهای فلزی بزرگ پیشنهاد میشود.
6. مدیریت اسناد فنی و تولید فایلهای خروجی با استفاده از PDM
در نهایت، مدیریت اسناد فنی و تهیه فایلهای خروجی برای تولید از اهمیت بالایی برخوردار است. سالیدورکس با قابلیتهای Product Data Management (PDM) به شما کمک میکند تا تمامی اسناد فنی خود را بهصورت سازمانیافته و با رعایت نسخهبندی دقیق مدیریت کنید. این قابلیت بهویژه در پروژههای بزرگ و پیچیده که شامل همکاری تیمهای مختلف است، ضروری است.
نکته فنی: از PDM Professional برای مدیریت پروژههای پیچیده و همکاری بین تیمهای مختلف استفاده کنید. این ابزار به شما امکان میدهد تا تغییرات در طراحیها را ردیابی کرده، اسناد را با امنیت بالا ذخیره کنید و نسخههای مختلف را مقایسه و مدیریت نمایید. همچنین، برای تهیه فایلهای CAM، از ابزارهای SolidWorks CAM یا یکپارچهسازی با نرمافزارهای CNC خارجی استفاده کنید تا فرآیند تولید بهطور مستقیم از مدل سهبعدی صورت گیرد.
جمعبندی نهایی
طراحی دستگاههای صنعتی با سالیدورکس یک فرآیند پیچیده و چندمرحلهای است که نیازمند دانش فنی عمیق و استفاده از ابزارهای پیشرفته تحلیلی است. با پیروی از مراحل ذکر شده و بهرهگیری از تکنیکها و ابزارهای تخصصی، میتوانید دستگاههایی با کارایی بالا، مقاومت مکانیکی مناسب و بهینهسازی شده از نظر وزن و هزینه طراحی کنید.
برای کسب دانش بیشتر در زمینه طراحی پیشرفته دستگاههای صنعتی و دریافت مشاوره تخصصی، از دورههای تخصصی آموزش سالیدورکس در سایت صنعتیکس دیدن کنید و یا با ما از طریق صفحه تماس با ما ارتباط برقرار کنید.
در دنیای صنعتی امروز، طراحی صنعتی بهعنوان یک رکن اساسی در تولید و توسعه محصولات شناخته میشود. این فرآیند چند مرحلهای، از ایدهپردازی و تحلیل بازار آغاز شده و تا تولید نهایی محصول ادامه مییابد. طراحی صنعتی نه تنها به زیبایی و جذابیت محصول میپردازد، بلکه عملکرد، کارایی، هزینههای تولید، و طول عمر محصول را نیز در نظر میگیرد. در این مقاله، فرآیند طراحی صنعتی را بهطور جامع بررسی میکنیم و به نقش حیاتی نرمافزارهای CAD، بهویژه سالیدورکس، در این فرآیند میپردازیم.
بخش اول: اهمیت طراحی صنعتی در فرآیند تولید
طراحی صنعتی یکی از کلیدیترین مراحل در تولید محصولات است که تاثیر مستقیمی بر موفقیت یا شکست محصول دارد. طراحی صنعتی نه تنها به زیباییشناسی محصول، بلکه به عملکرد و قابلیت استفاده آن نیز توجه دارد. بهعنوان مثال، یک دستگاه بستهبندی که ظاهری زیبا دارد، اما از لحاظ عملکردی ناکارآمد است، نمیتواند در بازار موفق باشد. از سوی دیگر، طراحی صنعتی باید به گونهای باشد که فرآیند تولید را تسهیل کند و هزینهها را کاهش دهد.
1. نقش طراحی صنعتی در نوآوری
یکی از مهمترین عوامل موفقیت در صنعت، نوآوری است. طراحی صنعتی به شرکتها امکان میدهد تا با خلق محصولات جدید و بهبود محصولات موجود، از رقبا پیشی بگیرند. برای مثال، طراحی یک کانوایر جدید که بهرهوری بالاتری دارد و در عین حال مصرف انرژی را کاهش میدهد، میتواند یک شرکت را بهعنوان پیشرو در بازار معرفی کند.
2. تاثیر طراحی صنعتی بر تجربه کاربری (UX)
تجربه کاربری یکی از عوامل کلیدی در موفقیت محصول است. طراحی صنعتی با در نظر گرفتن نیازها و خواستههای کاربران، میتواند تجربه کاربری را بهبود بخشد. برای مثال، طراحی یک دستگاه بستهبندی که بهراحتی قابل استفاده باشد و نیاز به آموزشهای پیچیده نداشته باشد، میتواند تجربه بهتری برای کاربران ایجاد کند و در نتیجه فروش محصول را افزایش دهد.
بخش دوم: مراحل فرآیند طراحی صنعتی
فرآیند طراحی صنعتی شامل چندین مرحله است که هر یک از اهمیت ویژهای برخوردارند. این مراحل بهطور دقیق و هماهنگ اجرا میشوند تا محصول نهایی از کیفیت بالا و عملکرد بهینه برخوردار باشد.
1. ایدهپردازی و تحقیق بازار
ایدهپردازی اولین گام در طراحی صنعتی است که با تحقیق و بررسی نیازهای بازار آغاز میشود. این مرحله شامل بررسی دقیق نیازهای مشتریان، تحلیل رفتار رقبا، و شناخت روندهای بازار است. برای مثال، در طراحی یک دستگاه پالتایزر جدید، تحلیل بازار میتواند به شناسایی نیاز به یک دستگاه با سرعت بالاتر و مصرف انرژی کمتر منجر شود.
2. طراحی مفهومی
در این مرحله، ایدههای جمعآوریشده به طرحهای اولیه و مدلهای مفهومی تبدیل میشوند. این طرحها معمولاً بهصورت دستی یا با استفاده از نرمافزارهای CAD مانند سالیدورکس طراحی میشوند. مدلهای مفهومی به طراحان اجازه میدهند تا ایدههای خود را بهصورت سهبعدی ترسیم کنند و جزئیات فنی محصول را بررسی کنند.
3. طراحی جزئیات و مهندسی
پس از تأیید طراحی مفهومی، فرآیند طراحی وارد مرحله جزئیات و مهندسی میشود. در این مرحله، تمامی اجزا و قطعات محصول بهطور دقیق طراحی و بهینهسازی میشوند. نرمافزارهای CAD مانند سالیدورکس به مهندسان امکان میدهند تا قطعات را با دقت بالا طراحی کنند و تحلیلهای مهندسی مانند تحلیل نیروها، تنشها و مقاومت مواد را انجام دهند. برای مثال، در طراحی یک دستگاه خمکاری، نرمافزار سالیدورکس میتواند میزان تنش وارد بر قطعات را محاسبه کرده و بهینهترین شکل قطعات را پیشنهاد دهد.
4. ساخت نمونه اولیه
نمونه اولیه یا پروتوتایپ محصول در این مرحله ساخته میشود. این نمونهها به طراحان و مهندسان امکان میدهند تا طراحی نهایی را از نظر عملکرد و کیفیت بررسی کنند و هر گونه نقص یا مشکلی را پیش از تولید انبوه شناسایی کنند. برای مثال، در طراحی یک دستگاه بستهبندی، نمونه اولیه میتواند به بررسی سرعت و دقت دستگاه در بستهبندی محصولات کمک کند.
5. تولید و ساخت
پس از تأیید نمونه اولیه، فرآیند تولید انبوه آغاز میشود. در این مرحله، محصول با استفاده از تجهیزات و فناوریهای پیشرفته به تولید انبوه میرسد. برای مثال، در تولید یک دستگاه پالتایزر، باید از تجهیزات پیشرفتهای برای برش و مونتاژ قطعات استفاده شود تا محصول نهایی با کیفیت بالا تولید شود.
بخش سوم: نقش نرمافزارهای CAD در طراحی صنعتی
نرمافزارهای CAD (طراحی به کمک کامپیوتر) از ابزارهای ضروری در فرآیند طراحی صنعتی هستند. سالیدورکس بهعنوان یکی از پرکاربردترین نرمافزارهای CAD، امکاناتی مانند طراحی سهبعدی، تحلیل نیروها و شبیهسازی عملکرد را فراهم میکند.
1. ایجاد مدلهای سهبعدی با دقت بالا
یکی از ویژگیهای کلیدی سالیدورکس، امکان ایجاد مدلهای سهبعدی با دقت بالاست. این ویژگی به طراحان امکان میدهد تا تمامی جزئیات محصول را با دقت بالا طراحی کنند و پیش از ساخت نهایی، مشکلات احتمالی را شناسایی و رفع کنند. برای مثال، در طراحی یک دستگاه برش، سالیدورکس میتواند به مهندسان کمک کند تا تیغههای برش را با دقت بالا طراحی کرده و اطمینان حاصل کنند که دستگاه بهدرستی کار خواهد کرد.
2. شبیهسازی و تحلیل عملکرد
سالیدورکس امکانات پیشرفتهای برای شبیهسازی و تحلیل عملکرد محصول فراهم میکند. این امکانات به طراحان اجازه میدهد تا عملکرد محصول را در شرایط مختلف شبیهسازی کنند و نقاط ضعف آن را شناسایی کنند. برای مثال، میتوان عملکرد یک دستگاه کانوایر را در شرایط مختلف بارگذاری شبیهسازی کرد و اطمینان حاصل کرد که دستگاه در تمامی شرایط بهدرستی عمل خواهد کرد.
3. بهینهسازی طراحی و کاهش هزینهها
استفاده از نرمافزارهای CAD مانند سالیدورکس به طراحان امکان میدهد تا طراحیهای خود را بهینهسازی کنند و هزینههای تولید را کاهش دهند. برای مثال، با استفاده از سالیدورکس میتوان مواد مصرفی را بهینهسازی کرد و هزینههای تولید را کاهش داد. همچنین، میتوان فرآیندهای تولید را بهینهسازی کرد و زمان تولید را کاهش داد.
بخش چهارم: چالشهای طراحی صنعتی و راهکارها
طراحی صنعتی چالشهای زیادی دارد که نیاز به مهارتهای ویژه و استفاده از ابزارهای مناسب دارند. در این بخش، به برخی از چالشهای معمول در طراحی صنعتی و راهکارهای مقابله با آنها میپردازیم.
1. هماهنگی بین تیمهای مختلف
یکی از چالشهای اصلی در طراحی صنعتی، نیاز به هماهنگی بین تیمهای مختلف از جمله تیمهای طراحی، مهندسی و تولید است. برای مقابله با این چالش، میتوان از نرمافزارهای مدیریت پروژه و ابزارهای ارتباطی استفاده کرد که امکان هماهنگی بین تیمها را فراهم میکنند.
2. مدیریت زمان و منابع
مدیریت زمان و منابع نیز از چالشهای اصلی در طراحی صنعتی است. برای مدیریت بهتر زمان و منابع، میتوان از نرمافزارهای مدیریت پروژه و تحلیلهای اقتصادی استفاده کرد که به مهندسان کمک میکنند تا بهترین راهحلها را انتخاب کنند و از هدررفت منابع جلوگیری کنند.
3. حفظ کیفیت طراحی
حفظ کیفیت طراحی در تمامی مراحل فرآیند از اهمیت بالایی برخوردار است. برای حفظ کیفیت، باید از استانداردهای طراحی و ابزارهای کنترل کیفیت استفاده شود. همچنین، استفاده از نرمافزارهای CAD و انجام تستهای مختلف میتواند به حفظ کیفیت محصول نهایی کمک کند.
نتیجهگیری
طراحی صنعتی یک فرآیند پیچیده و چند مرحلهای است که نیاز به دانش فنی، خلاقیت و ابزارهای پیشرفته دارد. استفاده از نرمافزارهای CAD مانند سالیدورکس میتواند این فرآیند را بهینهسازی کرده و نتایج بهتری را به همراه داشته باشد. اگر شما نیز به دنبال ارتقای مهارتهای طراحی خود هستید یا نیاز به مشاوره و انجام پروژههای طراحی صنعتی دارید، میتوانید از دورههای آموزشی ما استفاده کنید و یا با ما تماس بگیرید تا از خدمات ما بهرهمند شوید.
برای کسب اطلاعات بیشتر در مورد دورههای آموزشی طراحی صنعتی، به صفحه دورهها مراجعه کنید یا جهت سفارش پروژههای طراحی صنعتی و مشاوره با ما از طریق صفحه تماس با ما در ارتباط باشید.
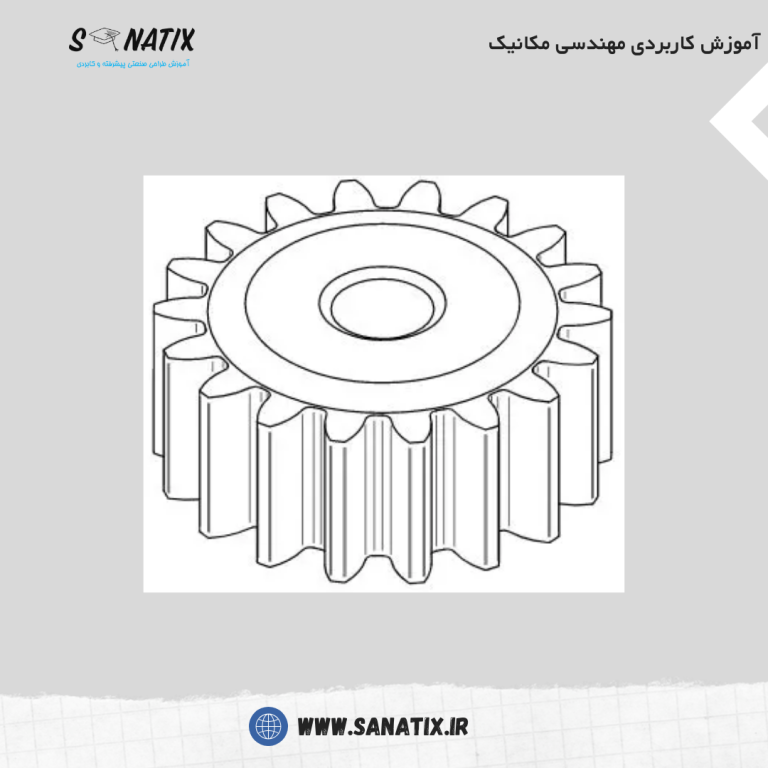
چرخدندهها عناصر چرخان ماشین هستند که گشتاور را از یک محور به محوری دیگر از طریق دندانههایی که روی آنها ماشینکاری شده است، منتقل میکنند. چرخدندهها با پروفیل دندانه مشابه با یکدیگر درگیر میشوند. این ویژگی امکان انتقال نیرو از محور محرک به محور متحرک را فراهم میکند.
انواع مختلف چرخدندهها در ماشینها استفاده میشوند زیرا میتوان آنها را برای طیف وسیعی از نیروها و از مواد مختلف طراحی کرد. آنها همچنین میتوانند برای افزایش یا کاهش سرعت چرخشی و همچنین تغییر جهت چرخش به کار گرفته شوند.
چرخدندهها همچنین میتوانند برای پمپاژ مایعات مورد استفاده قرار گیرند، مانند پمپهای چرخدندهای. این چرخدندهها به قدری بهخوبی با هم درگیر میشوند (و یک پمپ جابجایی مثبت ایجاد میکنند) که مایع با فشار بالا به جلو رانده میشود.
چرخدندهها یک جزء اساسی در بیشتر تجهیزات هستند زیرا بسیار چندکاره بوده و قادر به انجام وظایف مختلفی هستند.
تفاوت بین چرخدندهها و چرخزنجیرها
چرخدندهها و چرخزنجیرها هر دو از دندانهها برای انتقال گشتاور استفاده میکنند. در حالی که در ابتدا به نظر میرسد این دو جزء شبیه به هم هستند، تفاوتهای مشخصی وجود دارد که به ما کمک میکند به راحتی آنها را شناسایی کنیم.
چرخدندهها راهحل ترجیحی برای انتقالهای کوتاه هستند. استفاده از یک چرخزنجیر و زنجیره کمک میکند تا نیرو در مسافت طولانیتری با استفاده از زنجیره منتقل شود.
در حالی که دندانههای دو چرخدنده بهطور کامل با یکدیگر درگیر میشوند، این اتفاق برای چرخزنجیرها نمیافتد. دندانههای چرخزنجیر برای قرار گرفتن در یک حفره مانند زنجیره دوچرخه یا شیارهای تانک نظامی طراحی شدهاند.
چرخدندهها قادر به انتقال گشتاور در محورهای موازی، عمود و هر جهت دیگری در بین این دو هستند، اما چرخزنجیرها تنها قادر به این کار در محورهای موازی هستند.
چرخدندهها گشتاور را در جهت مخالف منتقل میکنند. اگر محور محرک در جهت عقربههای ساعت بچرخد، محور متحرک در خلاف جهت عقربههای ساعت میچرخد. اما در چرخزنجیرها، جهت چرخش ثابت باقی میماند.
چرخدندههایی با دندانه شکسته ممکن است به اندازه یک سیستم کامل کارایی نداشته باشند اما همچنان کار میکنند. در حالی که در مورد چرخزنجیرها، یک یا چند دندانه شکسته میتواند باعث شود زنجیره از جای خود خارج شده و سیستم متوقف شود.
انواع مختلف چرخدندهها و کاربردهای آنها
چرخدندهها انواع مختلفی دارند و هر کدام مزایا و معایبی را ارائه میدهند. انتخاب نوع چرخدنده به انتظارات یک طراح از سیستم چرخدنده بستگی دارد. عوامل زیر ممکن است در این انتخاب در نظر گرفته شوند:
نیازهای گشتاور/دوره کاری
سرعت چرخش/نسبت چرخدنده
محیط کاری
محدودیتها و فضای موجود
بودجه
با توجه به این عوامل، انتخابها محدود به این میشود که آیا چرخدندهها روی محورهای موازی/غیرموازی و متقاطع/غیرمتقاطع کار خواهند کرد. بیایید بیشتر با انتخابها آشنا شویم و ببینیم هر کدام چه ویژگیهایی دارند.
چرخدنده ساده (Spur Gear)
چرخدنده ساده رایجترین نوع چرخدنده است. طراحی ساده و مؤثر آن امکان استفاده در طیف وسیعی از کاربردها را فراهم میکند. دندانههای این چرخدندهها موازی و به صورت مستقیم روی یک بدنه استوانهای قرار دارند.
چرخدندههای ساده در پیکربندی محورهای موازی در جفتهای مرتبط استفاده میشوند. آنها برای کاربردهای با بار و سرعت متوسط بسیار مناسب هستند و به طور کلی در کاربردهایی که صدا و لرزش مشکلساز نیستند، مورد استفاده قرار میگیرند.
دو چرخدنده ساده با اندازههای مختلف میتوانند برای تغییر گشتاور و سرعت دورانی استفاده شوند. طراحی ساده آنها امکان دقت بالای ساخت را فراهم میکند. یکی از مزایای آنها ارائه راندمان انتقال بالا بدون ایجاد بار محوری روی شافت است.
برخی معایب این چرخدندهها شامل صدای زیاد و لرزش در کاربردهای با سرعت بالا و مقدار زیاد فشاری است که دندانهها در این طراحی ساده متحمل میشوند. این امر ظرفیت بارگذاری آنها را محدود میکند.
دنده رک (Gear Rack)
در سیستم دنده رک و پینیون، میتوان چرخدندههای ساده را با یک رک ترکیب کرد تا حرکت چرخشی را به حرکت خطی تبدیل کند. رک شامل دندانههایی است که به صورت ردیفی روی یک سطح صاف قرار دارند و این دندانهها همان پروفیل چرخدنده ساده را دارند.
دندانههای چرخدنده ساده با دندانههای رک به همان صورت درگیر میشوند که با یک چرخدنده ساده دیگر درگیر میشوند. هنگامی که چرخدنده میچرخد، رک را در یک خط مستقیم به جلو یا عقب میراند.
سیستم دنده رک، که به عنوان سیستم رک و پینیون نیز شناخته میشود، در محصولات مختلفی مانند خودروها، بالابرهای پلهای، راهآهنها و غیره استفاده میشود. همچنین در تنظیم دقیق پارامترهای ماشینآلات، مانند کنترل میزان سوخت وارد شده به یک ژنراتور دیزلی از طریق پمپ فشار قوی سوخت، کاربرد دارد.
چرخدنده داخلی (Internal Gear)
چرخدندههای ساده را میتوان با یک چرخدنده داخلی ترکیب کرد تا یک سیستم چرخدنده سیارهای ایجاد شود. یک چرخدنده داخلی دندانههایی در داخل بدنهای به شکل حلقه دارد. این چرخدنده با چرخدندههای ساده که در داخل آن قرار دارند، درگیر میشود تا حرکت را انتقال دهد.
مکانیزمهای چرخدنده داخلی به سه نوع سیارهای، خورشیدی و ستارهای تقسیم میشوند. بسته به کاربرد و عوامل مرتبط دیگر، میتوان نسبتهای انتقال سرعت مختلفی همراه با جهت چرخش مطلوب ایجاد کرد.
چرخدندههای داخلی در صنایع مختلفی بهکار میروند و بهویژه به عنوان چرخدندههای کاهنده (Reduction Gears) مورد استفاده قرار میگیرند. این چرخدندهها برای تغییر نسبت چرخدندهها در دوچرخهها، ساعتها و جعبهدندههای خودکار در خودروها بسیار مناسب هستند.
چرخدنده مارپیچ (Helical Gear)
چرخدندههای مارپیچ از نظر ساختار و کاربرد مشابه چرخدندههای ساده هستند و از همان پیکربندی محورهای موازی با دندانههای موازی استفاده میکنند. اما دندانههای آنها به شکلی زاویهدار قرار گرفتهاند که اگر این دندانهها را امتداد دهیم، به شکل یک مارپیچ دور شافت خواهند پیچید، از این رو به آنها “مارپیچ” گفته میشود.
بر خلاف چرخدندههای ساده، دندانههای چرخدندههای مارپیچ به تدریج با یکدیگر درگیر میشوند که این امر از بارگذاری ضربهای دندانهها جلوگیری میکند. به دلیل این ویژگی بارگذاری تدریجی، بیش از یک جفت دندانه در هر لحظه درگیر هستند. این امر امکان تقسیم بار را فراهم کرده و اجازه میدهد چرخدندههای مارپیچ بارهای بیشتری را نسبت به چرخدندههای ساده تحمل کنند.
بارگذاری تدریجی همچنین باعث کاهش صدا و لرزش میشود و این نوع چرخدنده را برای کاربردهای با بارهای بالا و سرعت بالا ایدهآل میکند.
استفاده از چرخدندههای مارپیچ موجب تولید بارهای محوری میشود و بنابراین نیاز به پشتیبانی توسط یاتاقانهای محوری دارند. یک جفت چرخدنده مارپیچ شامل یک چرخدنده با پیچش دست چپ و یک چرخدنده با پیچش دست راست است، بر خلاف چرخدندههای ساده که دندانههای آنها همیشه موازی با محور هستند.
چرخدنده مارپیچ دوگانه (Double Helical Gear)
چرخدندههای مارپیچ دوگانه نوع خاصی از چرخدندههای مارپیچ هستند. این چرخدندهها برای غلبه بر فشار محوری بالایی که در چرخدندههای مارپیچ تک ایجاد میشود، ایجاد شدهاند.
چرخدندههای مارپیچ دوگانه دو جهت مخالف دندانهها را با هم ترکیب میکنند، معمولاً در امتداد وسط سطح چرخدنده. فشار محوری تولید شده توسط دندانه چپ توسط دندانه راست خنثی میشود، بنابراین نیاز به یاتاقانهای محوری را از بین میبرد.
موارد استفاده معمول برای چرخدندههای مارپیچ دوگانه شامل ماشینهای اصلی مانند توربینهای گازی و ژنراتورها است. آنها همچنین در فنها، پمپها و کمپرسورها به کار میروند.
همانند چرخدندههای مارپیچ تک، چرخدندههای مارپیچ دوگانه نیز عملکرد روان و بیصدایی در تمامی سرعتها ارائه میدهند.
چرخدنده هرینگبون (Herringbone Gear)
چرخدنده هرینگبون یک نوع خاص از چرخدنده مارپیچ دوگانه است. در حالی که چرخدنده مارپیچ در وسط دندانهها یک شیار دارد، چرخدنده هرینگبون این شیار را ندارد.این طراحی کمک میکند تا نیروهای محوری روی هر مجموعه از دندانهها حذف شوند. به همین دلیل، زاویههای بزرگتر امکانپذیر است زیرا خطر خرابی کمتر است.این چرخدنده معمولاً از پیکربندی محورهای متقاطع استفاده میکند که در آن دو شافت به صورت عمود بر هم قرار دارند. قدرت از چرخدنده هرینگبون به یک چرخدنده مارپیچ دوگانه منتقل میشود.چرخدنده هرینگبون هیچ گونه نیروی محوری تولید نمیکند و عملکردی بیصدا، روان و مؤثر را در تمامی سرعتها و بارها تضمین میکند.
چرخدنده پیچی (Screw Gear)
چرخدنده پیچی که به عنوان چرخدنده مارپیچ متقاطع نیز شناخته میشود، برای انتقال حرکت بین شافتهای غیرموازی و غیرمتقاطع استفاده میشود.در حالی که چرخدندههای مارپیچ معمولاً بین شافتهای موازی درگیر میشوند، چرخدندههای پیچی این کار را در زاویه ۹۰ درجه انجام میدهند.دندانههای چرخدنده پیچی به شکل مارپیچ هستند. این دندانهها نقطهای از تماس بین دو چرخدنده ایجاد میکنند، بنابراین برای کاربردهای با بار و سرعت بالا مناسب نیستند. همچنین بازده کمتری نسبت به چرخدندههای مارپیچ دیگر دارند.ویژگی منحصربهفرد چرخدندههای پیچی این است که هنگام درگیری از همان جهت استفاده میکنند. حرکت به وسیله جفتهای همجهت دندانهها که روی یکدیگر میلغزند، انتقال مییابد. بنابراین، روغنکاری چرخدندههای پیچی ضروری است. هیچ محدودیتی در تعداد دندانهها وجود ندارد.
چرخدنده مخروطی (Bevel Gear)
چرخدندههای مخروطی دارای بدنهای مخروطی شکل هستند و دندانهها بر روی سطح مخروطی قرار دارند. رأس مخروط بریده شده است. دو چرخدنده درگیر معمولاً روی محورهای متقاطع عمود بر هم قرار میگیرند.یکی از رایجترین کاربردهای چرخدندههای مخروطی برای تغییر جهت محور انتقال نیرو است. در حین این کار، RPM و گشتاور ممکن است با تغییر اندازه چرخدنده تغییر کنند.همچنین امکان افزایش یا کاهش زاویه بین شافتها وجود دارد. دو شافت لزوماً نباید دقیقاً عمود بر هم باشند.به دلیل طراحی چرخدنده مخروطی، هنگامی که دو دندانه درگیر میشوند، تماس بهطور ناگهانی صورت میگیرد، نه به تدریج. بنابراین، مشکلی مشابه با چرخدندههای ساده یعنی تنش زیاد ایجاد میشود.این درگیری با ضربه بالا باعث تولید صدای بیشتر و اعمال تنش زیاد بر روی دندانهها میشود. تنش زیاد در نهایت بر دوام و عمر کاری چرخدندههای مخروطی تأثیر میگذارد.این مسئله همچنین بر نوع کاربردهایی که از آنها استفاده میشود، تأثیر میگذارد. چرخدندههای مخروطی مستقیم به طور کلی در سرعتهای پایین (کمتر از ۵۰۰ RPM یا سرعت محیطی ۲ متر بر ثانیه) استفاده میشوند.با وجود این محدودیتها، چرخدندههای مخروطی در صنایع مختلفی مورد استفاده قرار میگیرند. برخی از تجهیزات که از چرخدندههای مخروطی استفاده میکنند، شامل خودروها، پمپها، ماشینآلات ابزار (فرز و تراش)، تجهیزات بستهبندی مواد غذایی، شیرهای کنترل مایعات و تجهیزات باغبانی هستند. این چرخدندهها همچنین سادهترین نوع برای تولید هستند و بنابراین قیمت مناسب و در اندازههای متنوع موجودند.
چرخدنده مخروطی مارپیچ (Spiral Bevel Gear)
چرخدندههای مخروطی مارپیچ برای غلبه بر محدودیتهای چرخدندههای مخروطی مستقیم استفاده میشوند. همانطور که از نام آن پیداست، دندانهها بر روی چرخدنده مخروطی مارپیچ به شکل مارپیچ قرار گرفتهاند.هنگامی که دو چرخدنده مارپیچ با یکدیگر درگیر میشوند، این کار بهتدریج انجام میشود. این کار از بارگذاری ضربهای دندانهها جلوگیری میکند زیرا جفت دندانه قبلی که اکنون در حال از دست دادن تماس هستند، هنوز بخشی از بار را حمل میکنند. از این جفت، جفت جدید دندانهها بهتدریج بار را به عهده میگیرند.این ویژگی باعث عملکرد روان و بیصدا میشود. همچنین ظرفیت بارگیری ایمن چرخدنده را افزایش میدهد. بنابراین، چرخدندههای مخروطی مارپیچ در کاربردهای بسیار پرتقاضا (سرعتهای بیش از ۵۰۰ RPM) برای عملکرد ایمن و قابل اعتماد مورد استفاده قرار میگیرند.برخی از این کاربردها شامل انتقال قدرت، دیفرانسیل خودروها، رباتیک، سیستمهای جابجایی در قوس و قسمت جلو و عقب کشتیها هستند.
چرخدنده مایتر (Mitre Gear)
چرخدندههای مایتر از نوع چرخدندههای مخروطی با نسبت سرعت ۱:۱ هستند. یک جفت درگیر همیشه تعداد دندانههای یکسانی دارند. آنها برای انتقال نیرو بین محورهای متقاطع استفاده میشوند.چرخدندههای مایتر در ماشینآلات برای تغییر جهت چرخش استفاده میشوند. آنها سرعت یا گشتاور شافت را تغییر نمیدهند.یک چرخدنده مایتر ممکن است از نوع مستقیم یا مارپیچ باشد. چرخدندههای مایتر مستقیم مزیت عدم نیاز به مقابله با نیروی محوری را دارند. اما این چرخدندهها با محدودیتهای چرخدندههای مخروطی مستقیم روبرو هستند. چرخدندههای مایتر مارپیچ نیروی محوری تولید میکنند که نیاز به یاتاقانهای محوری دارند.چرخدندههای مایتر معمولاً در زاویه ۹۰ درجه درگیر میشوند. اما ممکن است برای درگیری در زوایای دیگر نیز تولید شوند. اگر آنها در هر زاویهای بین ۰ تا ۱۸۰ درجه درگیر شوند، به عنوان چرخدندههای مایتر زاویهای شناخته میشوند. رایجترین محدوده برای چرخدندههای مایتر زاویهای بین ۴۵ و ۱۲۰ درجه است.
چرخدنده هایپوئید (Hypoid Gear)
چرخدنده هایپوئید شبیه چرخدنده مارپیچ مخروطی است، اما تفاوتهای محسوسی دارد. برخلاف چرخدندههای مارپیچ، شافتهای چرخدنده هایپوئید با هم تلاقی ندارند.چرخدنده هایپوئید به صورت افست (جابهجایی محوری) نسبت به چرخ دنده تاجی قرار میگیرد که معمولاً یک چرخدنده مارپیچ مخروطی است. این موقعیتدهی چرخدنده هایپوئید باعث افزایش تماس در هنگام درگیری میشود. این امر باعث بهبود ظرفیت بارگیری و همچنین دوام سیستم انتقال میشود.تفاوت دیگر شکل چرخدنده هایپوئید است. بدنه چرخدنده به شکل یک هایپربولوئید (شکل هندسی چرخانندهای که از چرخش یک هایپربولا به دور یک محور به وجود میآید) است.یک مخروط هنگامی تشکیل میشود که یک مثلث قائمالزاویه به دور یکی از اضلاع زاویه راست خود بچرخد. اگر وتر (که یک خط مستقیم است) مثلث قائمالزاویه را با یک هایپربولا جایگزین کنیم و آن را به دور همان ضلع بچرخانیم، شکل هایپربولوئید به دست میآید.این شکل بدون هیچ تداخلی با چرخدنده مارپیچ مخروطی بهخوبی تطابق دارد، زیرا دو چرخدنده درگیر کمی به سمت کنار قرار گرفتهاند.در مقایسه با چرخدندههای مخروطی، چرخدندههای هایپوئید به دلیل نسبت تماس بالا، کاهش سرعت بیشتری را به دست میآورند. این تماس افزایشیافته همچنین امکان انتقال بار بیشتر را فراهم میکند و در عین حال صدا و لرزش را کاهش میدهد.با این حال، درگیری آنها پیچیده است و تولید آنها نیز دشوار است. چرخدندههای هایپوئید در سیستمهای دیفرانسیل خودروها استفاده میشوند.چرخدندههای هایپوئید شباهتهایی به سیستمهای چرخدنده حلزونی دارند اما مزایایی نسبت به آنها دارند. اولاً، لغزش کمتری رخ میدهد که مصرف انرژی را کاهش میدهد. ثانیاً، افست بین دو چرخدنده کمتر است که باعث صرفهجویی در فضا میشود. در نهایت، هر دو چرخدنده میتوانند تحت عملیات حرارتی قرار گیرند که سختی بالاتری را به آنها میبخشد و اندازه چرخدندههای استفاده شده را کاهش میدهد.
چرخدنده حلزونی (Worm Gear)
در سیستم انتقال حرکت چرخدنده حلزونی، یک حلزون با یک چرخدنده حلزونی درگیر میشود و انتقال حرکت انجام میشود. چرخدنده حلزونی شبیه به یک پیچ است و هنگامی که میچرخد، با یک چرخدنده استوانهای (که گاهی به عنوان چرخ حلزونی نیز شناخته میشود) درگیر میشود.این سیستم برای انتقال حرکت بین دو شافت غیرموازی و غیرمتقاطع استفاده میشود. چرخدندههای حلزونی یکی از بالاترین نسبتهای کاهش دنده را ارائه میدهند.یک ویژگی منحصر به فرد این سیستم دنده این است که میتوان چرخش جفت دنده را قفل کرد. این به این دلیل است که چرخدنده حلزونی نمیتواند حلزون را بچرخاند اگر در یک زاویه خاص تنظیم شده باشد. اما حلزون میتواند چرخدنده حلزونی را در هر زاویهای بچرخاند. این ویژگی در کاربردهایی که نیاز به مکانیزمهای خودقفلکننده دارند استفاده میشود.با این حال، چرخدندههای حلزونی دارای برخی معایب نیز هستند. بازده انتقال در مقایسه با دیگر دندهها چندان خوب نیست. همچنین، به دلیل وجود لغزش بین حلزون و چرخدنده حلزونی در هنگام انتقال، روغنکاری یک عامل مهم است. روغنکاری مستمر برای عملکرد روان ضروری است.چرخدندههای حلزونی معمولاً در خودروها، سیستمهای فرمان، آسانسورها و سیستمهای جابجایی مواد استفاده میشوند.
پارامترهای دنده
اکنون که درک کلی از انواع مختلف چرخدندهها داریم، میتوانیم به طور فنیتر با اصطلاحات مختلفی که در یادگیری درباره چرخدندهها ممکن است با آنها مواجه شویم، آشنا شویم.
قطر خارجی (Outer Diameter)
این قطر حداکثری چرخدنده است. فاصله از مرکز بدنه دنده تا نوک دندانه را شامل میشود. قطر خارجی نشاندهنده بیشترین گسترش دنده است.
دایره گام (Pitch Circle)
دایره گام دو چرخدنده درگیر در نقطهای که دندانههای جفتشده با یکدیگر تماس دارند، با هم تماس میگیرند. این دایره تقریباً در وسط دندانه دنده قرار دارد. دایره گام جایی است که انتقال حرکت انجام میشود و بنابراین، این دایره برای تمامی محاسبات استفاده میشود. نقطهای که چرخدندهها با هم تماس دارند، نقطه گام (Pitch Point) نامیده میشود.
فاصله مرکز (Centre Distance)
این فاصله بین مراکز دو چرخدنده درگیر در یک سیستم است. مهم است که این فاصله به درستی تنظیم شود تا انتقال گشتاور به طور مؤثر انجام شود. این فاصله با اضافه کردن قطر دایره گام دو چرخدنده و تقسیم بر دو محاسبه میشود.
ریشه (Root)
ریشه نقطهای است که دندانه به بدنه چرخدنده متصل میشود. این قسمت پایینترین بخش بین دو دندانه مجاور چرخدنده است.قطر ریشه فاصله بین مرکز بدنه چرخدنده و پایه یک دندانه است. ارتفاع دندانههای دو چرخدنده درگیر باید به گونهای بریده شود که از ریشه دنده تجاوز نکند تا از تماس نوک دندانه با ریشه دنده دیگر در حین چرخش جلوگیری شود.
گام (Pitch)
گام به عنوان فاصله بین دو نقطه مشابه در دو دندانه مجاور تعریف میشود. این فاصله را میتوان به سادگی با تقسیم محیط چرخدنده در آن نقطه بر تعداد دندانهها محاسبه کرد.اما واژه «گام» میتواند گیجکننده باشد، زیرا در نقاط مختلف در امتداد ارتفاع دندانه، مقدار آن متفاوت خواهد بود. بنابراین، قطر باید مشخص شود. برخی از گامهای محبوب عبارتند از گام دایرهای، گام پایه عادی و گام زاویهای. گام دایرهای فاصله بین دو نقطه مشابه در دو سطح دندانه در امتداد دایره گام است.
گام دندانهای (Diametral Pitch)
گام دندانهای نشاندهنده چگالی دندانهها است. این گام با تقسیم تعداد کل دندانههای چرخدنده بر قطر دایره گام محاسبه میشود. واحد آن تعداد دندانهها در هر متر است.
پروفیل دندانه (Tooth Profile)
پروفیل دندانه به شکل یک دندانه چرخدنده اشاره دارد. پروفیلهای مختلفی وجود دارد که میتوانیم از آنها انتخاب کنیم. میتوانیم آنها را مستطیلی، مثلثی، به شکل یک قوس دایرهای یا به شکلهای پیچیدهتر مانند یک سهمی یا اینولوت بسازیم.شکلهای سادهای مانند مستطیلها و مثلثها، با این حال، ارتعاش و صدا را افزایش میدهند و به دلیل لغزش زیاد بسیار ناکارآمد خواهند بود. شکلهای پیچیدهتر بازده را بهبود میبخشند و عملکرد بیصدا را امکانپذیر میسازند. بیایید ببینیم چه نوع پروفیلهایی امروزه استفاده میشوند.
پروفیل دندانه اینولوت (Involute Tooth Profile)
این پروفیل دندانهای است که بیشترین استفاده را دارد. استفاده از دندههای اینولوت مزایای خاصی دارد، از جمله:
آسان و ارزان بودن در تولید
توانایی تحمل انحرافات کوچک در فاصله مرکز
ضخامت بالای ریشه که به دنده استحکام میبخشد
زاویه فشار ثابت در طول عملیات که منجر به عملکرد روان میشود
پروفیل دندانه سیکلوئیدال دومین پروفیل رایج در استفاده است. این پروفیل اطمینان میدهد که سایش در سراسر دندانه به طور یکنواخت اتفاق میافتد. دندانههای سیکلوئیدال در ساعتها و ابزارهای دقیق استفاده میشوند. این پروفیل به ندرت در کاربردهای سنگین استفاده میشود زیرا تولید آن دشوار است.
پروفیل قوس دایرهای (Arc of Circle Profile)
این پروفیل به اندازه پروفیل اینولوت محبوب نیست، اما مزیت سایش آهستهتر را دارد، زیرا قوس نابرابر است. این پروفیل به دو نوع تقسیم میشود: قوس تکی و قوس ترکیبی.همانطور که از نامش پیداست، دندانه شکل استوانهای دارد که با دنده دیگر جفت میشود. گاهی اوقات، یک قوس محدب ممکن است برای انتقال بهتر به یک قوس مقعر متصل شود. با این حال، تولید این پروفیل در مقایسه با پروفیل اینولوت دشوارتر است.
مواد دندانه و عملیات سطح
دندانهها از مواد مختلفی تولید میشوند و این انتخاب بر روش عملیات سطحی که ممکن است برای بهبود عملکرد انتخاب شود نیز تأثیر میگذارد.دندانهها ممکن است از انواع مختلف فلزات و همچنین غیر فلزاتی مانند فولاد، چدن، پلاستیک، نایلون و فیبر تولید شوند. هر ماده ویژگیهای خاص خود را دارد:
فولاد برای کاربردهای سنگین استفاده میشود. این ماده استحکام و سختی بالایی را فراهم میکند. فولاد کربنی و آلیاژی انتخابهای رایجی هستند.
چدن به راحتی تولید میشود و معمولاً زمانی که دندهها به صورت انبوه تولید شوند، ترجیح داده میشود. با این حال، دقت در این نوع تولید از دست میرود.
نایلون یک گزینه ارزان، سبک و ضدخوردگی به عنوان ماده دنده است. نایلون برای کاربردهای با بار کم و مقاوم در برابر خوردگی مناسب است.
عملیات سطحی دندانهها معمولاً قبل از استفاده ضروری است. دو تکنیک مفید برای تکمیل سطح دندانهها، سنگزنی و عملیات حرارتی است.سنگزنی دندانهها باعث میشود که آنها صاف شوند و به عملکرد بیصداتر کمک میکند. با این حال، این امر هزینه نهایی تولید را افزایش میدهد.تکنیکهای زیادی برای بهبود استحکام، سطح، و دوام دندانهها از طریق عملیات حرارتی وجود دارد. برخی از این روشها عبارتند از کربوریزه کردن، آنیلینگ، تمپرینگ، سختکاری سطحی، و نرمالیزه کردن.بسته به ماده استفاده شده و روش بهکار رفته، دندانهها میتوانند قوی، مقاوم در برابر حرارت، سخت و بادوام ساخته شوند.
کوپلینگ شفت یکی از رایجترین اجزای ماشینآلات است زیرا در سیستمهای انتقال قدرت اهمیت بسیار زیادی دارد. به همین دلیل، آنها در طیف وسیعی از کاربردها و محیطهای خدماتی استفاده میشوند.
بهمرور زمان، طراحان و مهندسان انواع مختلفی از کوپلینگها را برای شرایط خدماتی و محیطهای خاص طراحی کردهاند.
این مقاله شما را با انواع مختلف کوپلینگها آشنا میکند و در انتخاب گزینه مناسب برای کاربردتان به شما کمک میکند.
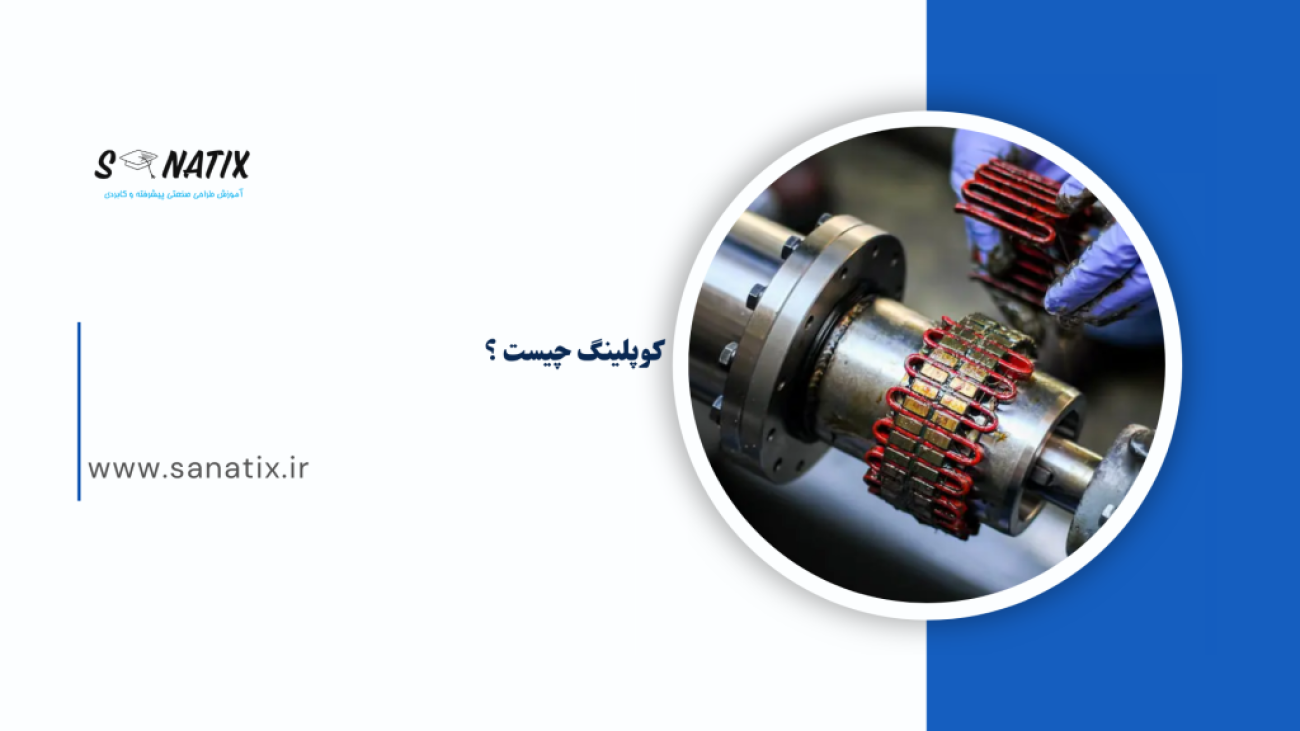
کوپلینگ چیست؟
کوپلینگ یک قطعه مکانیکی است که شفتهای مشابه یا متفاوت را در ماشینها برای انتقال قدرت و حرکت به هم متصل میکند. این اتصال معمولاً موقتی است (اما در برخی موارد میتواند دائمی باشد) و امکان جداسازی برای تعمیر یا تعویض را دارد. کوپلینگ میتواند صلب یا انعطافپذیر باشد.
هدف از کوپلینگها
یک کوپلینگ شفت میتواند چندین عملکرد در یک ماشین انجام دهد. طراحی ممکن است بیش از یکی از این ویژگیهای کوپلینگ را در عملکرد محصول در کاربردهای پیشرفته ترکیب کند.
بهطور مختصر به این اهداف میپردازیم:
انتقال قدرت
جذب شوک و لرزش
تطابق با ناهماهنگیها
قطع جریان حرارت
محافظت در برابر اضافه بار
انتقال قدرت
در بیشتر موارد، هدف اصلی انتقال قدرت و گشتاور از یک شفت راننده به یک شفت رانده شده است – برای مثال، کوپلینگی که یک موتور را به یک پمپ یا کمپرسور متصل میکند.
جذب شوک و لرزش
یک کوپلینگ شفت میتواند شوکها یا لرزشهای ایجادشده از عنصر راننده به عنصر رانده شده را کاهش دهد. این ویژگی موجب کاهش سایش قطعات و افزایش عمر سرویسدهی مجموعه میشود.
تطابق با ناهماهنگیها
ناهماهنگیهای بین شفتها ممکن است به دلیل خطاهای نصب اولیه یا با گذشت زمان به دلایل دیگر ایجاد شود. اکثر کوپلینگها میتوانند مقداری ناهماهنگی (محوری، زاویهای و موازی) بین شفتها را جبران کنند.
قطع جریان حرارت
یک کوپلینگ شفت همچنین میتواند جریان حرارت بین شفتهای متصل را قطع کند. اگر محرک اولیه در حین عملیات گرم شود، ماشینآلات در سمت رانده شده از قرار گرفتن در معرض این حرارت محافظت میشوند.
محافظت در برابر اضافه بار
کوپلینگهای خاصی که به نام کوپلینگ ایمنی مکانیکی اضافه بار شناخته میشوند، با هدف محافظت در برابر اضافه بار طراحی شدهاند. این کوپلینگها با حس کردن شرایط اضافه بار، اتصال بین دو شفت را قطع میکنند. آنها ممکن است سر بخورند یا قطع شوند تا از ماشینآلات حساس محافظت کنند.
انواع کوپلینگها
کوپلینگها در انواع مختلفی از اشکال و اندازهها وجود دارند. برخی از آنها برای کاربردهای عمومی عالی هستند، در حالی که برخی دیگر برای سناریوهای بسیار خاص طراحی شدهاند.
برای انتخاب آگاهانه، آگاهی از تواناییها و تفاوتهای بین انواع مختلف کوپلینگها مهم است. در این بخش اطلاعاتی درباره انواع زیر از کوپلینگها و نحوه عملکرد آنها ارائه میشود:
کوپلینگ صلب
کوپلینگ انعطافپذیر
کوپلینگ آستین یا مف
کوپلینگ مف جداشونده
کوپلینگ فلنجی
کوپلینگ دندهای
اتصال جهانی (مف هوک)
کوپلینگ اولدهام
کوپلینگ دیافراگمی
کوپلینگ چنگکی
کوپلینگ پرتو
کوپلینگ هیدرولیکی
کوپلینگ صلب
همانطور که از نامش پیداست، یک کوپلینگ صلب اجازه حرکت نسبی بسیار کمی بین شفتها میدهد. مهندسان از کوپلینگهای صلب زمانی استفاده میکنند که تراز دقیق لازم باشد.
هر کوپلینگ شفتی که بتواند هرگونه حرکت ناخواسته شفت را محدود کند، به عنوان کوپلینگ صلب شناخته میشود و بنابراین، یک اصطلاح کلی است که شامل انواع مختلف کوپلینگهای خاص است. برخی از نمونههای این نوع کوپلینگ شفت شامل کوپلینگ آستین، فشاری و فلنجی است.
زمانی که یک کوپلینگ صلب برای اتصال دو شفت تجهیزات استفاده میشود، آنها به عنوان یک شفت واحد عمل میکنند. کوپلینگهای صلب در کاربردهای عمودی، مانند پمپهای عمودی استفاده میشوند.
همچنین برای انتقال گشتاور در کاربردهای با گشتاور بالا مانند توربینهای بزرگ استفاده میشوند. آنها نمیتوانند از کوپلینگهای انعطافپذیر استفاده کنند، بنابراین بیشتر توربینها اکنون از کوپلینگهای صلب بین سیلندرهای توربین استفاده میکنند. این ترتیب اطمینان میدهد که شفت توربین به عنوان یک روتور پیوسته عمل میکند.
کوپلینگ انعطافپذیر
هر کوپلینگ شفتی که اجازه حرکت نسبی بین شفتهای تشکیلدهنده را میدهد و عایقسازی در برابر لرزش را فراهم میکند، به عنوان کوپلینگ انعطافپذیر شناخته میشود. اگر شفتها همیشه بهطور کامل تراز بودند و ماشینآلات در حین عملیات حرکت یا لرزش نمیکردند، نیازی به کوپلینگ انعطافپذیر نبود.
متأسفانه، ماشینآلات در واقعیت به این صورت عمل نمیکنند و طراحان باید با همه این مشکلات در طراحی ماشین مقابله کنند. برای مثال، تراشهای CNC به دقت و سرعت بالا برای انجام عملیات پردازش با سرعت بالا نیاز دارند. کوپلینگهای انعطافپذیر میتوانند با کاهش لرزش و جبران ناهماهنگیها عملکرد و دقت را بهبود بخشند.
این کوپلینگها میتوانند مقدار سایش و پارگی در ماشینها را که ناشی از عیوب و دینامیکهایی است که بخشی از تقریباً هر سیستمی هستند، کاهش دهند. به عنوان یک مزیت اضافی، آنها عموماً نصب آسانی دارند و عمر کاری طولانی دارند.
“کوپلینگ انعطافپذیر” نیز یک اصطلاح کلی است و شامل بسیاری از کوپلینگهای خاص زیر مجموعه آن است. این کوپلینگها اکثر انواع کوپلینگهای مورد استفاده امروز را تشکیل میدهند. برخی از نمونههای محبوب کوپلینگهای انعطافپذیر شامل کوپلینگ دندهای، اتصال جهانی و کوپلینگ اولدهام هستند.
کوپلینگ آستین یا مف
کوپلینگ آستین سادهترین نوع کوپلینگهای صلب است. این کوپلینگ از یک آستین (استوانه توخالی) یا مف ساخته شده از چدن تشکیل شده است. قطر داخلی آن برابر با قطر خارجی شفتهای متصل شده است. یک کلید (Gib head key) برای محدود کردن حرکت نسبی و جلوگیری از لغزش بین شفتها و آستینها استفاده میشود.
برخی از کوپلینگهای آستین و شفتها دارای سوراخهای رزوهدار هستند که هنگام مونتاژ با یکدیگر همتراز میشوند تا از حرکت محوری شفتها جلوگیری کنند. انتقال قدرت از یک شفت به شفت دیگر از طریق آستین، شیار کلید و خود کلید صورت میگیرد. این نوع کوپلینگ شفت برای گشتاورهای سبک تا متوسط مناسب است.
کوپلینگ آستین دارای قطعات متحرک کمی است که آن را به یک انتخاب مقاوم تبدیل میکند، به شرطی که همه قطعات با توجه به مقادیر گشتاور مورد انتظار طراحی شوند.
کوپلینگ مف جداشونده
برای سهولت در مونتاژ، آستین در یک کوپلینگ آستین میتواند به دو قسمت تقسیم شود. با انجام این کار، تکنسین دیگر نیازی به جابجایی شفتهای متصل برای مونتاژ یا جداسازی کوپلینگ ندارد.
این همان چیزی است که به عنوان کوپلینگ مف جداشونده یا کوپلینگ فشاری شناخته میشود. دو نیمه آستین با استفاده از پیچها یا مهرهها در جای خود نگه داشته میشوند.
مانند کوپلینگ آستین، این کوپلینگها قدرت را از طریق کلید منتقل میکنند. کوپلینگهای مف جداشونده در کاربردهای سنگین استفاده میشوند.
کوپلینگ فلنجی
در کوپلینگهای فلنجی، یک فلنج بر روی هر یک از شفتهای متصل شده قرار میگیرد. فلنجها از طریق پیچها یا مهرهها به یکدیگر و به شفت توسط کلید محکم میشوند. استفاده از پیچهای تنظیم یا کلید مخروطی اطمینان میدهد که هاب فلنج به سمت عقب سر نمیخورد و اتصالات شفت را در معرض خطر قرار نمیدهد.
یکی از فلنجها دارای یک حلقه برجسته در سطح آن است، در حالی که فلنج دیگر دارای یک فرورفتگی معادل برای جایگیری آن است. این نوع ساختار به فلنجها (و در نتیجه شفتها) کمک میکند تا بدون ایجاد فشار غیرضروری بر روی شفتها، تراز باقی بمانند.
کوپلینگ فلنجی در کاربردهای متوسط تا سنگین استفاده میشود. آنها میتوانند مهر و مومهای موثری بین دو لوله ایجاد کنند و به همین دلیل، علاوه بر انتقال قدرت، در سیستمهای سیال تحت فشار نیز استفاده میشوند. کوپلینگهای فلنجی به سه نوع عمده تقسیم میشوند:
کوپلینگ فلنجی نوع بدون محافظ
کوپلینگ فلنجی نوع محافظتشده
کوپلینگ فلنجی نوع دریایی
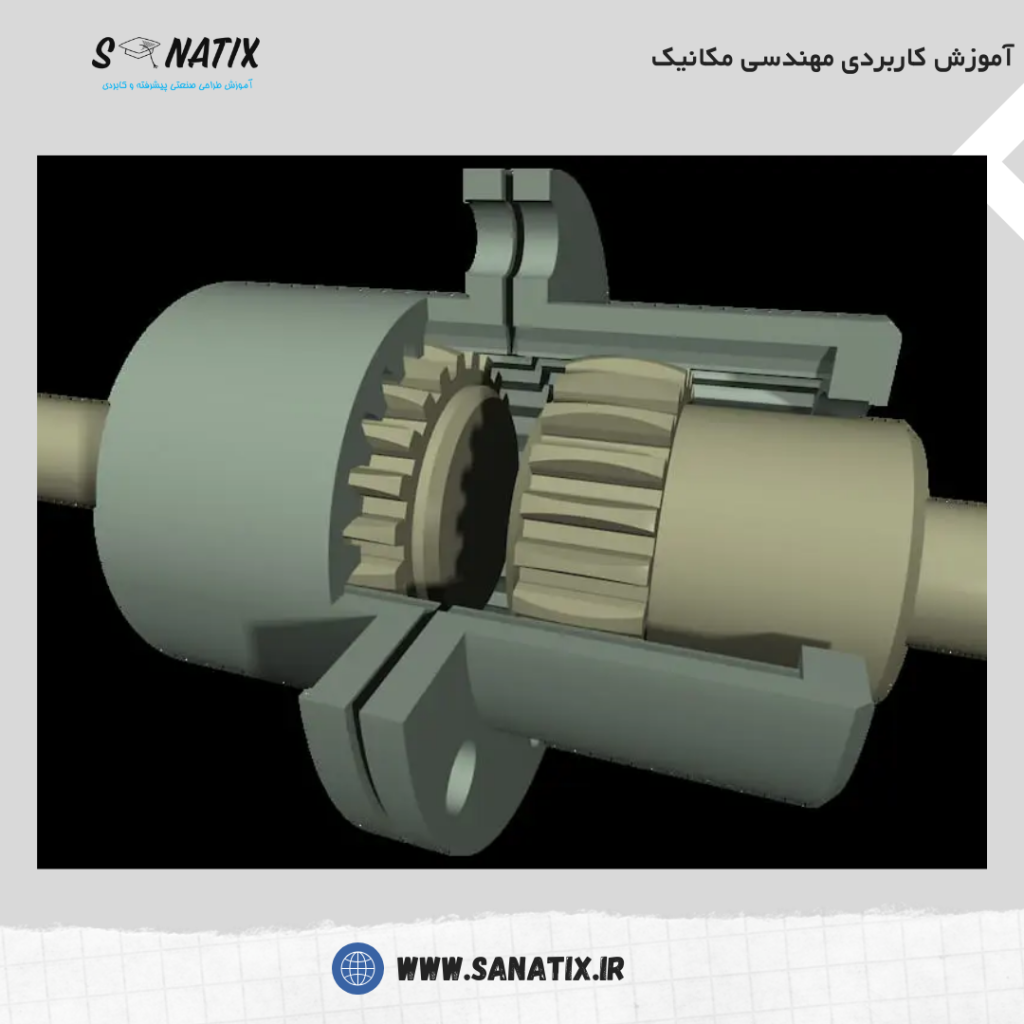
کوپلینگ دندهای
کوپلینگ دندهای شباهت زیادی به کوپلینگ فلنجی دارد. با این حال، این نوع کوپلینگ انعطافپذیر است و میتواند برای شفتهای غیر همراستا استفاده شود. کوپلینگهای دندهای قادر به تنظیم عدم همراستایی زاویهای تا حدود ۲ درجه و عدم همراستایی موازی تا 0.25…0.5 میلیمتر هستند.
ساختار کوپلینگ دندهای شامل دو هاب (با دندههای خارجی)، دو آستین فلنجی (با دندههای داخلی)، مهر و مومها (حلقههای O و یک واشر) و پیچهای ارائه شده است.
انتقال قدرت بین دو انتهای کوپلینگ از طریق دندههای داخلی و خارجی در کوپلینگ دندهای انجام میشود.
کوپلینگهای دندهای قادر به انتقال گشتاور بالا هستند. به همین دلیل، آنها در کاربردهای سنگین استفاده میشوند. برای عملکرد بهینه، نیاز به روانکاری دورهای (گریس) دارند.
اتصال جهانی (اتصال هوک)
زمانی که دو شفت موازی نیستند و در یک زاویه کوچک تلاقی میکنند، از اتصال جهانی استفاده میشود. این اتصال میتواند عدم همراستایی زاویهای کوچک را تنظیم کند و در عین حال ظرفیت انتقال گشتاور بالا را فراهم کند.
اتصال جهانی از یک جفت لولا تشکیل شده است که از طریق یک شفت صلیبی به هم متصل شدهاند. دو لولا در زاویه ۹۰ درجه نسبت به یکدیگر قرار دارند. شفت صلیبی این وضعیت را حفظ میکند و همچنین مسئول انتقال قدرت است. اتصال جهانی یک کوپلینگ با سرعت ثابت نیست، یعنی شفتهای راننده و رانده با سرعتهای متفاوت میچرخند.
آنها در کاربردهای مختلفی استفاده میشوند و به همین دلیل به این نام شناخته میشوند. محبوبترین استفادههای اتصالات جهانی در گیربکسها و دیفرانسیلهای خودروها است.
کوپلینگ اولدهام
کوپلینگ اولدهام یک نوع خاص از کوپلینگ شفت است که بهصورت اختصاصی برای تنظیم عدم همراستایی جانبی شفتها استفاده میشود. زمانی که دو شفت موازی اما غیر همخط هستند، کوپلینگ اولدهام بسیار مناسب است.
این طراحی شامل دو فلنج است که روی شفت قرار میگیرند و یک قسمت میانی که به عنوان دیسک مرکزی شناخته میشود. دیسک مرکزی دارای برجستگیهایی در هر دو سطح خود است. این برجستگیها در واقع زائدههای مستطیلی هستند که به صورت عمود بر هم قرار گرفته و در شیارهای فلنجهای دو طرف قرار میگیرند.
فلنجها از طریق کلید به شفت متصل میشوند. بنابراین، انتقال قدرت از شفت راننده به کلید، سپس به فلنج، و از طریق دیسک مرکزی به فلنج دوم و در نهایت به شفت رانده صورت میگیرد.
کوپلینگ اولدهام برای سناریوهایی که بین دو شفت یک انحراف موازی وجود دارد ایدهآل است. چنین عدم همراستایی موازی ممکن است در مواقعی رخ دهد که نیاز به انتقال قدرت بین شفتها در ارتفاعات مختلف باشد. وقتی شفتها در حال حرکت هستند، دیسک مرکزی به جلو و عقب حرکت کرده و تنظیمات لازم برای تغییرات جانبی را انجام میدهد.
کوپلینگ دیافراگمی
کوپلینگهای دیافراگمی از انواع کوپلینگهای شفت همهکاره هستند. این کوپلینگها میتوانند عدم همراستایی موازی، زاویهای و محوری بالا را مدیریت کنند. همچنین، دارای قابلیت انتقال گشتاور بالا بوده و میتوانند در سرعتهای بالا گشتاور را بدون نیاز به روانکاری منتقل کنند.
کوپلینگهای دیافراگمی در اندازهها و سبکهای مختلف موجود هستند. ساختار آنها شامل دو دیافراگم با یک عضو میانی بین آنها است. دیافراگم اساساً یک یا چند صفحه انعطافپذیر یا غشای فلزی است که فلنجهای شفتها را از طریق پیچها به عضو میانی متصل میکند.
کوپلینگهای دیافراگمی در ابتدا برای شفتهای محرک هلیکوپتر توسعه یافتند. اما با گذشت زمان، در سایر تجهیزات دوار نیز مورد استفاده قرار گرفتند. امروزه این کوپلینگها بیشتر در ماشینهای توربینی به کار میروند به دلیل عملکرد سریعشان. کاربردهای امروزی شامل توربینها، کمپرسورها، ژنراتورها، هواپیماها و غیره است.
کوپلینگ فکی
کوپلینگ فکی یک نوع کوپلینگ انعطافپذیر است که در کاربردهای عمومی انتقال قدرت کم و کنترل حرکت استفاده میشود. این نوع کوپلینگ میتواند هر گونه عدم همراستایی زاویهای را تحمل کند. مشابه کوپلینگهای دیافراگمی، کوپلینگهای فکی نیز نیاز به روانکاری ندارند.
این کوپلینگ از دو هاب با فکهای متقابل که درون یک اسپایدر الاستومری قرار میگیرند، تشکیل شده است. اسپایدر معمولاً از آلیاژهای مس، پلییورتان، هایرتل یا NBR ساخته شده و مسئول انتقال گشتاور است.
به دلیل ماهیت الاستیک اسپایدر، این کوپلینگ برای انتقال بارهای ضربهای مناسب است. همچنین، میتواند نیروهای عکسالعمل و ارتعاش را به خوبی میرا کند.
مهندسان از کوپلینگهای فکی در کاربردهایی مانند کمپرسورها، دمندهها، میکسرها و پمپها استفاده میکنند.
کوپلینگ بیم
کوپلینگ بیم یک نوع کوپلینگ ماشینی است که انعطافپذیری بالایی در عدم همراستاییهای موازی، محوری و زاویهای ارائه میدهد. این کوپلینگ یکی از بهترین کوپلینگهای انتقال قدرت کم است.
کوپلینگ بیم دارای یک ساختار استوانهای با برشهای مارپیچی است. ویژگیهای این برشها، مانند طول و تعداد استارتها، میتواند تغییر داده شود تا تواناییهای تنظیم عدم همراستایی به درجات مختلف فراهم شود. در واقع، مهندسان میتوانند این تغییرات را بدون از دست دادن یکپارچگی ساختار ایجاد کنند زیرا از یک قطعه ساخته شده است. بنابراین، نام دوم کوپلینگ بیم، کوپلینگ هلیکال است.
در اصل، کوپلینگهای بیم در واقع پرتوهای انعطافپذیر منحنی هستند. آنها در نسخههای تک بیم و چند بیم موجود هستند. کوپلینگهای چند بیم میتوانند عدم همراستایی موازی بیشتری را نسبت به کوپلینگهای تک بیم تحمل کنند.
کوپلینگ بیم برای کاربردهای بار کم مناسبتر است، زیرا پیچشهای پیچشی میتواند یک مشکل واقعی باشد. به همین دلیل، این کوپلینگ در سروو موتورها و کنترل حرکت در رباتیک استفاده میشود.
کوپلینگ سیال
کوپلینگ سیال یک نوع خاص از کوپلینگ است که از سیال هیدرولیکی برای انتقال گشتاور از یک شفت به شفت دیگر استفاده میکند.
کوپلینگ شفت شامل یک پروانه متصل به شفت راننده و یک رانر متصل به شفت رانده است. کل ساختار در یک محفظه قرار میگیرد که به عنوان پوسته شناخته میشود.
وقتی شفت راننده میچرخد، پروانه سیال را شتاب میدهد و سپس سیال با تیغههای رانر برخورد میکند. سپس سیال انرژی مکانیکی خود را به رانر منتقل کرده و با سرعت پایین از تیغهها خارج میشود.
کوپلینگ سیال در انتقال خودرو، پیشرانش دریایی، لوکوموتیوها و برخی از کاربردهای صنعتی با بارگذاری چرخهای ثابت استفاده میشود.
پارامترهای انتخاب
کوپلینگهای شفت بخش اساسی از سیستمهای کنترل حرکت و انتقال قدرت هستند. آنها مزایای بسیاری ارائه میدهند و مشکلات مونتاژ و محیط خدماتی را در صورت استفاده صحیح برطرف میکنند.
برای انجام این کار، طراحان باید بسیاری از عوامل را در نظر بگیرند تا انتخاب درستی داشته باشند. آگاهی از این عوامل به کاهش احتمال خرابی کوپلینگ و بهبود قابلیتهای سیستم کمک میکند. این عوامل عبارتند از:
سطح گشتاور
محدودیتهای همراستایی
سرعتهای چرخشی
محدودیتهای روانکاری
سطح گشتاور
بیشتر تولیدکنندگان از گشتاور نامی به عنوان مبنای طبقهبندی کوپلینگ استفاده میکنند. مقدار گشتاور بستگی به این دارد که کوپلینگ برای کاربردهای کنترل حرکت یا انتقال قدرت استفاده میشود. دومی دارای گشتاور و بارهای بیشتری نسبت به اولی است. دانستن سطوح گشتاور مورد انتظار در یک کاربرد به انتخاب درست کوپلینگ کمک میکند.
محدودیتهای همراستایی
کاربردهای مختلف نیازهای همراستایی متفاوتی دارند. به همین ترتیب، برخی از کوپلینگهای شفت تنها میتوانند یک نوع عدم همراستایی را تحمل کنند، در حالی که برخی دیگر میتوانند چندین نوع را مدیریت کنند.
تولیدکنندگان همچنین محدودیتهای همراستایی برای انواع مختلف عدم همراستایی را برای هر کوپلینگ ذکر میکنند. این ملاحظه به باریکتر کردن جستجو و جفت کردن کوپلینگ مناسب با ماشین مناسب کمک میکند.
حداکثر سرعت چرخشی
هر کوپلینگ دارای حداکثر RPM مجاز نیز است. این محدودیت نیز همراه با کوپلینگ شفت منتشر میشود. کوپلینگهای عمومی نمیتوانند به صورت خودکار برای کاربردهای با RPM بالا استفاده شوند. کوپلینگهای با RPM بالا نیاز به تعادل ایستا و دینامیک دارند تا خدماتی امن، روان و بدون صدا ارائه دهند.
چنین طراحیهای متعادلی با ماشینکاری دقیق و توزیع مناسب بستها ایجاد میشوند. استفاده از RPM مورد انتظار به عنوان معیار میتواند به انتخاب صحیح کوپلینگ کمک کند.
محدودیتهای روانکاری
گاهی اوقات، شرایط خدماتی ممکن است از روانکاری مکرر کوپلینگهای شفت که به آن نیاز دارند جلوگیری کند. از طرف دیگر، برخی از کوپلینگهای شفت بدون نیاز به روانکاری در طول عمرشان طراحی شدهاند.
اگر نیازهای گشتاور کم باشد، نسخههای اصلاحشدهای از کوپلینگهای معمولی نیز موجود است. این نسخهها با روانکاری فلز روی فلز یا ترکیبهای فلزی و پلاستیکی عرضه میشوند تا به کلی نیاز به روانکاری را از بین ببرند. طراحان باید با ارزیابی شرایط خدماتی و نیازهای کاربردی، کوپلینگ مناسب را انتخاب کنند.
در دنیای طراحی صنعتی، استفاده از نرمافزارهای CAD-CAM برای ترجمه نقشهها و مدلهای CAD به کدهای ماشینکاری CNC ضروری است. CNC که مخفف “کنترل عددی کامپیوتری” است، به این معناست که کامپیوترها کدها را میخوانند و ماشینآلات تولید را بر اساس آن هدایت میکنند.
اگرچه میتوان کدها را به صورت دستی نوشت، اما چرا ریسک اشتباهات احتمالی را بپذیریم؟ نرمافزارهای CAM (تولید به کمک کامپیوتر) این بخش را به صورت خودکار انجام میدهند و به شما اجازه میدهند تا با اطمینان بیشتری به طراحی و تولید بپردازید.
در سایت “صنعتیکس”، ما به شما بهترین نرمافزارهای CAD-CAM را معرفی میکنیم که میتوانند به افزایش کارایی و دقت در پروژههای طراحی صنعتی شما کمک کنند. این نرمافزارها به شما امکان میدهند تا طراحیهای خود را به کد تبدیل کنید و به راحتی تغییرات لازم را اعمال کرده و بازخوردهایی در مورد قابلیت تولید قطعات دریافت کنید.
انواع ماشینکاری CNC
ماشینکاری CNC شامل فرآیندهایی مانند فرزکاری و تراشکاری CNC است که در طراحی صنعتی بسیار مورد استفاده قرار میگیرند. در “صنعتیکس”، ما اهمیت استفاده از CNC را در فرآیندهای تولید مدرن توضیح میدهیم و به شما کمک میکنیم تا این فناوری را به درستی در پروژههای خود بکار بگیرید.
نرمافزارهای CAD-CAM پیشنهادی برای طراحان صنعتی
در “صنعتیکس”، ما مجموعهای از بهترین نرمافزارهای CAD-CAM را بررسی کردهایم که مناسب نیازهای طراحان صنعتی است:
1. Fusion 360
یکی از قدرتمندترین و پرکاربردترین نرمافزارهای CAD-CAM که به ویژه برای حرفهایها و علاقهمندان طراحی صنعتی توصیه میشود. با استفاده از Fusion 360، میتوانید ابزارهای برش CNC خود را به طور دقیق تنظیم کرده و مسیر ابزار را به سادگی تجسم کنید. این نرمافزار همچنین دارای نسخه رایگان برای علاقهمندان است که میتواند برای شروع کار مناسب باشد.
2. SolidWorks CAM
SolidWorks به عنوان یکی از محبوبترین برنامههای طراحی به کمک کامپیوتر، یک افزونه CAM نیز ارائه میدهد که آن را به یک نرمافزار CAD-CAM کامل تبدیل میکند. این نرمافزار با ارائه کتابخانههای ابزار و قابلیت شبیهسازی مسیرهای ابزار، به طراحان صنعتی کمک میکند تا کدهای G را به سرعت و با دقت بالا تولید کنند. در “صنعتیکس”، آموزشهای متعددی برای استفاده از SolidWorks CAM فراهم کردهایم تا بتوانید از این نرمافزار بهرهوری بیشتری داشته باشید.
3. Solid Edge CAM Pro
Solid Edge CAM Pro یکی دیگر از ابزارهای قدرتمند در زمینه CAD-CAM است که به ویژه برای طراحان صنعتی توصیه میشود. این نرمافزار با ارائه قالبها و راهنماهای متعدد، فرآیند طراحی تا تولید را بسیار ساده میکند و به شما امکان میدهد تا تغییرات در مدلهای سهبعدی را به سرعت اعمال کرده و مسیرهای جدید برش را به دست آورید.
4. CATIA
CATIA یکی از نرمافزارهای پیشرفته و پرقدرت در حوزه طراحی و تولید صنعتی است که به ویژه در صنایعی مانند خودروسازی و تجهیزات صنعتی مورد استفاده قرار میگیرد. این نرمافزار با ارائه قابلیتهای پیشرفتهای مانند ماشینکاری با سرعت بالا و فرزکاری ۵ محوره، به طراحان صنعتی کمک میکند تا پروژههای پیچیده خود را به بهترین شکل ممکن اجرا کنند.
نتیجهگیری
ما معتقدیم که انتخاب نرمافزار مناسب میتواند تأثیر زیادی بر موفقیت پروژههای طراحی صنعتی شما داشته باشد. نرمافزارهای CAD-CAM معرفی شده در این مقاله، هر یک با توجه به نیازهای مختلف طراحان صنعتی، میتوانند به شما در بهبود دقت، سرعت و کارایی تولید کمک کنند. اگر به دنبال نرمافزاری قدرتمند برای راهحلهای پیشرفته تولید هستید، پیشنهاد میکنیم که نرمافزارهایی مانند – Solidworks -CATIA را بررسی کنید.
برای اطلاعات بیشتر و آموزشهای تخصصی در زمینه طراحی صنعتی، به بخشهای مختلف سایت “صنعتیکس” مراجعه کنید و با ما همراه باشید.
ساخت به کمک رایانه (CAM) نوعی روش تولید است که از نرمافزارهای کامپیوتری و ماشینآلات خودکار برای ایجاد محصولات با دقت و صحت بالا استفاده میکند. ماشینآلات و فناوریهای نرمافزاری مدرن به ما امکان دادهاند تا قطعات بهتری با کنترل بیشتر بر کل فرآیند تولید کنیم.
یک ابزار CAM از مدل محصولی که در نرمافزار CAD ایجاد شده استفاده میکند. ابزار CAM این مدلهای کامپیوتری را به زبانی که ابزار ماشینکاری بتواند آن را بفهمد، تبدیل کرده و تولید را انجام میدهد.
CAM همچنین میتواند به تولیدکنندگان در برنامهریزی، توسعه، مدیریت، ذخیرهسازی و لجستیک محصولات کمک کند.
هدف اصلی CAM این است که یا سیستمهای تولید جدیدی ایجاد کند یا سیستمهای موجود را بهبود بخشد تا بهرهوری را افزایش داده و اتلاف را کاهش دهد. این کار را با سرعت بخشیدن به فرآیند تولید و ابزارسازی و کاهش نیازهای انرژی انجام میدهد. نتایج نهایی دارای درجه بالایی از یکنواختی، کیفیت و دقت هستند.
فرآیندهای تولید خودکار شده توسط CAM
سیستمهای CAM میتوانند مجموعهای از فرآیندها را کنترل کنند. این فرآیندها توسط ماشینهای CNC (کنترل عددی رایانهای) انجام میشوند. این ماشینها از کدهای G و M نوشته شده پیروی میکنند تا یک قطعه کار را ماشینکاری کنند. CAM میتواند فرآیندهای زیر را خودکار کند.
فرزکاری
CAM میتواند فرزکاری قطعات را در کاربردهایی که نیاز به تولید کاهشی (Subtractive Manufacturing) دارند، خودکار کند. از طریق CAM، ماشینکاران میتوانند با دقت مواد اضافی را از بلوکهای قطعه کار حذف کنند.
تراشکاری
فرآیند تراشکاری مواد اضافی را با چرخاندن قطعه کار در مقابل ابزار ماشینکاری حذف میکند. ماشینهای تراش CNC در ایجاد ترتیب مناسب فرآیندها برای تولید محصول نهایی بسیار کارآمد هستند.
این ماشینها همچنین قادر به انجام فرآیندهای دیگری مانند قلاویزکاری، شیارزنی، پخزنی، روبرداری و غیره هستند.
برش با آب، لیزر و پلاسما
CNC میتواند انواع مختلف ماشینهای برش را خودکار کند تا قطعات را با دقت فوقالعادهای تراش دهد. همچنین میتواند در صورت نیاز قطعات را حکاکی کند. برش پلاسما برای مواد رسانا مانند فلزات مفید است.
ماشینهای تخلیه الکتریکی
ماشینهای تخلیه الکتریکی قطعات را با ایجاد جرقه الکتریکی در آنها تولید میکنند. این جرقهها به دمای بسیار بالایی میرسند و امکان برش هر نوع مادهای را بهراحتی فراهم میکنند. با استفاده از CAM میتوانیم این جرقهها را برای برش دقیق قطعه کار کنترل کنیم.
روترهای CNC
روترهای CNC از منطق کاری مشابه با ماشینهای فرز استفاده میکنند و مواد اضافی را از قطعه کار حذف میکنند. این ماشینها میتوانند عملیات مختلفی در کار با چوب، کامپوزیتها، فولاد، شیشه و پلاستیک را از طریق CNC انجام دهند.
چاپ سهبعدی
CAM میتواند فرآیندهای تولید افزودنی مانند چاپ سهبعدی را نیز بهخوبی کنترل کند. در این فرآیند، CAM میتواند تقریباً هر شکلی را با لایهلایه گذاشتن مواد سازگار تا زمانی که شکل موردنظر آماده شود، تولید کند.
مزایا و معایب CAM
ورود CAM یک نقطه عطف در صنعت تولید بود. این فناوری به روشهای مختلفی صنعت تولید را تغییر داد. CAM عصر اتوماسیون انعطافپذیر را بهجای سیستمهای اتوماسیون ثابت سنتی معرفی کرد.
تغییرات در فرآیند تولید با CAM آسانتر و سریعتر انجام میشد. این سیستم چندین ویژگی دیگر داشت که ارزش زیادی به یک سیستم تولیدی اضافه کرد. بیایید به برخی از مزایایی که سیستمهای CAM به تولیدکنندگان ارائه کردند، نگاهی بیندازیم.
مزایای ساخت به کمک رایانه
سرعت و دقت بالا
تولید به کمک رایانه میتواند فرآیند تولید را بهطور قابلتوجهی سرعت بخشد. این کار بدون به خطر انداختن دقت انجام میشود. این ویژگی باعث میشود که CAM بسیار پایدار و قابلاعتماد باشد. ماشینهای CAM میتوانند برنامهریزی شوند تا یک محصول را بارها و بارها با دقتی بینظیر تولید کنند. حتی تولید نمونههای اولیه نیز دقیق و سریع است.
کاهش اتلاف
استفاده از CAM میزان اتلافی که در ماشینکاری دستی معمولاً رخ میدهد را کاهش میدهد. ازآنجاکه احتمال خطا کمتر است، تعداد بیشتری از محصولات از همان مقدار مواد اولیه تولید میشوند. این افزایش بهرهوری در طول زمان جمع میشود. تولیدکننده اکنون میتواند یا سود خود را افزایش دهد یا قیمتهای رقابتی تعیین کند و یا حتی هر دو را انجام دهد.
کاهش هزینههای نیروی کار
CAM میتواند با خودکارسازی بیشتر فرآیند تولید، هزینههای نیروی کار را کاهش دهد. هنوز هم نیروی کار ماهری برای کارکرد، نگهداری و تعمیر ماشینهای CAM لازم است، اما تعداد کارکنان بسیار کمتر از زمانی است که CAM وجود ندارد.یکی دیگر از دلایل کاهش هزینههای نیروی کار، قابلیت تطبیقپذیری ماشینهای CAM است. این ماشینها با بسیاری از فرآیندهای تولید مختلف سازگار هستند و نیاز به نیروی کار تخصصی برای تغییر فرآیندهای تولید را از بین میبرند.
کنترل بیشتر بر تولید
ورود CAM به کارگاه ماشینکاری میزان کنترل تولیدکننده بر کل فرآیند را افزایش میدهد. از طریق ویژگیای به نام “درخت CAM”، یک فرآیند تولید از ابتدا تا انتها قابل پیگیری است. این ویژگی به تولیدکننده کنترل بیشتری بر مواردی مانند موجودی، ابزارسازی، مواد، مختصات کار و پسپردازش میدهد.CAM همچنین میتواند قالبهای ماشینکاری را برای استفادههای آینده ذخیره کند، ترتیب کارها را تغییر دهد و عملیات ماشینکاری را کپی و جایگذاری کند. هر گونه تغییر در قطعه را میتوان بهآسانی انجام داد بدون اینکه نیاز به برنامهریزی مجدد ماشینآلات باشد. “وابستگی مسیر ابزار” تضمین میکند که وقتی چنین تغییراتی ایجاد میشود، مسیرهای ابزار بهروز میشوند.
معایب ساخت به کمک رایانه درحالیکه CAM مزایای زیادی دارد، بدون محدودیت نیست. این معایب شامل موارد زیر میشود:
هزینه
یکی از اصلیترین موانع استفاده از سیستمهای CAM هزینه بالای نصب و نگهداری است. سختافزار گران است و نرمافزار نیز همینطور، که باعث میشود هزینههای اولیه بالا باشند.CAM از قطعات بسیار پیشرفتهای استفاده میکند که نسبت به معادلهای دستی خود گرانتر هستند. همچنین در مورد توان پردازش کامپیوتر، نگهداری پیشگیرانه و تعمیر خرابی ماشینهای CAM نیز هزینه بیشتری دارند.چنین هزینه بالایی میتواند برای واحدهای کوچک مانع ایجاد کند. با این حال، بسیاری از نرمافزارهای CAM اکنون بهجای خرید یکباره، مدل اشتراکی را اتخاذ کردهاند. این کار هزینههای اولیه را کاهش داده و در نتیجه ورود به این حوزه را آسانتر کرده است.
نیروی کار ماهر
ابزارهای CAM دامنه وسیعی دارند و یادگیری آنها برای کاربران جدید دشوار است. راهاندازیهای تولید به کمک رایانه نیاز به کارکنانی ماهر دارد که درک خوبی از سیستمهای CAM موجود داشته باشند.
سیستمها میتوانند از شرکتی به شرکت دیگر متفاوت باشند و کارکنان باید نحوه استفاده و قابلیتهای سیستم محلی را بیاموزند. همچنین ممکن است نیاز به آموزش در مورد نحوه رفع مشکلات در ماشینهای CAM داشته باشند.
این آموزش ممکن است نیاز به بهروزرسانیهای مداوم داشته باشد زیرا سیستمها دارای ویژگیها و قابلیتهای جدیدی میشوند. این نوع آموزش و تمرین هزینهبر است و ممکن است باری بر دوش واحد تولیدی باشد.
خرابی فناوری
اگرچه احتمال آن کم است، اما خطاهای کامپیوتری ممکن است رخ دهند. امکان دیگری نیز وجود دارد که ماشینهای CAM دچار خرابی شوند. اگر ماشینها خراب شوند، کار CAM میتواند بهراحتی متوقف شود زیرا ممکن است هیچ جایگزینی برای شروع تولید دستی وجود نداشته باشد.
این مسئله بهویژه در تنظیمات خط مونتاژ مضر است، زیرا توقف کار CAM در یک ایستگاه میتواند باعث توقف در همه نقاط دیگر تا زمان رفع مشکل شود.
ضایعات
در حالی که استفاده بهینه از CAM میتواند بهطور قابلتوجهی ضایعات را کاهش دهد، تضمینی برای به حداقل رساندن پسماندها وجود ندارد. بسیاری از این موضوع به طراحی محصول بستگی دارد. اگر مدلهای محصول بهینه نباشند، ممکن است حتی باعث هدررفت منابع گرانقیمت شود.
تا زمانی که این موضوع آشکار شود، ممکن است خیلی دیر شده باشد، بهویژه در مورد موادی که قابل بازیافت نیستند مانند یونولیت، سرامیک و برخی انواع پلاستیکها.
دفع یا بازیافت محصولات زائد نیازمند زمان و منابع اضافی خواهد بود.
کاربردهای ساخت به کمک رایانه در صنایع
CAM در صنایع مختلفی استفاده میشود که احتمالاً نام بردن از صنایعی که از آن استفاده نمیکنند، آسانتر است. معرفی فناوری اطلاعات، الکترونیک و فرآیندهای اتوماسیون کامپیوتری آغازگر انقلاب صنعتی سوم بود. به دلیل مزایای فوقالعاده آن، کنترل عددی بهسرعت تولید را تحت تأثیر قرار داد.
بیایید نگاهی به برخی از صنایعی بیندازیم که CAM آنها را بهطور کامل متحول کرد.
صنعت هوافضا
این صنعت در طراحی، ساخت، آزمایش و نگهداری هواپیماهایی که ممکن است در داخل یا حتی خارج از جو زمین پرواز کنند، نقش دارد. در این صنعت خطرات بسیاری برای جان انسان و اموال وجود دارد و از این رو بهشدت تنظیم شده است.
هواپیماها به قطعات دقیقی نیاز دارند که طبق طراحی عمل کنند. آنها همچنین باید بسیاری از آزمایشها را پشت سر بگذارند. این امر نیازمند یکنواختی و کیفیت در قطعات هواپیما است. در نتیجه، ماشینکاری دستی نتایج مطابق با استانداردها ارائه نمیدهد.
سطوح آزاد زیادی با هندسههای پیچیده به دلایل زیباییشناختی و عملکردی مورد نیاز هستند. این قطعات اغلب از مواد نادری ساخته میشوند که خصوصیات بسیار متفاوتی با فلزات مهندسی روزمره دارند.
ساخت به کمک رایانه راهحلی کامل برای همه چالشهای فوق ارائه میدهد. انعطافپذیری، دقت و سرعت آن به ما کمک میکند تا این شاهکارها را در حالی که در بودجه میمانیم، خلق کنیم.
صنعت خودروسازی
صنعت خودروسازی امروز پیشرفتهترین و پرتقاضاترین صنعت پس از صنعت هوافضا است. قوانین سختگیرانهای از ایمنی تا آلودگی بر صنعت خودروسازی نیز حاکم است. تولیدکنندگان بهطور مداوم با مواد، طراحیها و روشهای جدید آزمایش میکنند تا بهترین ارزش را به ازای پول ارائه دهند.
تولید به کمک رایانه از مرحله ایدهپردازی تا مرحله تولید برای تولیدکنندگان بسیار مفید بوده است. CAM میتواند محصولات نوآورانهای را تولید کند که مجهز به ویژگیهایی مانند تعریف محور ابزار، سطحبندی و مش چندضلعی هستند.
نرمافزار CAM میتواند مجموعهای از مسیرهای ابزار و گزینههای مدلسازی متمرکز را برای ایجاد اشکال پیچیده در مدتزمان کوتاه فراهم کند و در عین حال آنها را بهطور کامل با مفاهیمی مانند تولید ناب و تولید بهموقع (Just-in-Time) یکپارچه کند.
تولید به کمک رایانه میتواند هزینهها، ضایعات، زمانهای تحویل و خطاها را بهطور قابلتوجهی کاهش دهد. این فناوری دقت، کیفیت سطح، یکنواختی و سرعت تولید را بهبود میبخشد. این ویژگیها CAM را به یک بخش ضروری از صنعت خودروسازی تبدیل کرده است.
سایر صنایع
علاوه بر مثالهای فوق، CAM در صنایعی مانند تولید سختافزارهای رایانه و گوشیهای هوشمند، دستگاههای پزشکی، صنعت داروسازی و غیره کاربردهای بسیاری دارد.
بهطور خلاصه، تقریباً همه سیستمهای تولید انبوه مدرن از ساخت به کمک رایانه برای افزایش بهرهوری استفاده میکنند. از آنجا که CAM تقریباً همه فرآیندهای اصلی را از پیش خودکار کرده است، احتمال کمی وجود دارد که بتوان بدون استفاده از فناوری تولید کامپیوتری، تولید انبوهی را انجام داد.
CAD در مقابل CAM
یک مرحله مهم که پیش از تولید به کمک رایانه قرار میگیرد، طراحی به کمک رایانه (CAD) است. با استفاده از CAD، طراحان میتوانند طرحهای محصول را ایجاد، اصلاح و تحلیل کنند. همچنین میتواند عملکرد و کاربرد این طرحها را بررسی کند.
تفاوت بین CAD و CAM مشخص است، اما این موضوع میتواند برای بسیاری از افراد گیجکننده باشد. زیرا علاوه بر تفاوتها، آنها شباهتهای زیادی دارند.
بهطور ساده، CAD به بخش طراحی و پیشنویس یک محصول مربوط میشود، در حالی که CAM به جنبه تولید آن مربوط است. طراحی مهندسی ایجادشده در CAD به زبان ماشین (معمولاً کدهای G و M) ترجمه میشود و سپس به ماشینهای مجهز به CNC تغذیه میشود. بر اساس این کد، ماشین ابزارهای ماشینکاری را هدایت میکند تا عملیات ماشینکاری موردنیاز را انجام دهند.
ابزارهای CAD/CAM از اجزای مختلفی تشکیل شدهاند. ابزارهای CAD شامل کامپیوتر و نرمافزار CAD هستند. با این دو، یک هنرمند/تکنسین/طراح گرافیک میتواند بهطور مؤثری یک نقشه ایجاد کند. این نقشه سپس میتواند بهعنوان یک نمای ارتوگرافیک یا ایزومتریک مشاهده شود. عملیات مختلفی را میتوان برای بهبود خوانایی نقشه انجام داد.
ابزارهای CAM شامل یک کامپیوتر، یک بسته نرمافزار CAM و یک ماشین CAM برای فرآیند ماشینکاری هستند. یک ماشین CAM ممکن است، بهعنوان مثال، یک مرکز ماشینکاری با کنترل سه یا پنج محوره باشد.
فرآیند CAD به CAM
واضح است که فرآیند با CAD آغاز میشود و سپس به مرحله تولید به کمک رایانه (CAM) میرسد. اما بیشتر از این هم هست. محدودیتهای ماشینهای CAM عوامل مهمی هستند که طراحان باید در مرحله طراحی به آنها توجه کنند.
بیایید ببینیم دنبالهای از رویدادهایی که در طراحی و ساخت قطعات از طریق طراحی و تولید به کمک رایانه رخ میدهد چگونه است.
فرآیند طراحی
این اولین مرحله است که بهعنوان فرآیند طراحی شناخته میشود. در این فرآیند، طراح مدلها را در نرمافزار CAD ایجاد میکند. تمرکز بر روی عملکرد، قابلیت ساخت و زیبایی قطعه است. CAD میتواند طرحهای بسیار پیچیدهای ایجاد کند، اما اگر نتواند توسط سیستمهای CAM موجود ساخته شود، بیفایده است.
طراح یک طراحی دوبعدی یا سهبعدی را در نرمافزار CAD ایجاد میکند. این طرحها بهعنوان مدلهای CAD شناخته میشوند. خصوصیات ماده محصول میزان پیچیدگی طراحی را تعیین میکند.
ایجاد مختصات
در این مرحله، طراح مدل را به مختصات تبدیل میکند. اختصاص مختصات به مدلهای منبع به ما امکان میدهد از ویژگیهای تبدیل مختصات نرمافزار استفاده کنیم.
شبیهسازی تولید
در این مرحله، طراح یک شبیهسازی تولید انجام میدهد تا قابلیت اجرایی مدل را با توجه به تواناییهای تولیدی محیط بررسی کند. یکپارچگی ساختار و گرافیک مدل با فایلهای تولید، هرگونه خطای پنهان در مدل را آشکار میسازد و به ما اجازه میدهد تا آنها را اصلاح کنیم.
این به این معناست که هرگونه ناسازگاری مدل در مرحله توسعه برطرف میشود قبل از اینکه تولید آغاز شود.
ما چرخه تولید را به دقیقترین شکل ممکن شبیهسازی میکنیم تا تصویری روشن از تنظیمات تولید نهایی به دست آوریم. این کار همچنین نقشه راهی برای متخصصان در تمامی مراحل تولید فراهم میکند.
ایجاد کد
وقتی مرحله مدلسازی به پایان میرسد، به مرحله تولید به کمک رایانه (CAM) میرویم. مدل نهایی همراه با دادههای طراحی از نرمافزار CAD به نرمافزار CAM صادر میشود. نرمافزارهایی که هر دو قابلیت CAD و CAM را دارند، نیازی به صادرات و واردات نقشهها ندارند.
پس از تکمیل واردات، نرمافزار شروع به ایجاد کد برای ماشینکاری CNC میکند. ماشینکاری CNC به وظیفه ماشینکاری کنترلشده توسط کامپیوتر اشاره دارد که شامل برش، چرخش، سوراخکاری، متهکاری و فرزکاری قطعه خام به یک قطعه نهایی است.
کد ماشینکاری پس از بررسی چندین عامل از جمله موارد زیر ایجاد میشود:
سازگاری هندسی
ایجاد مسیرهای ابزار
انتخاب پارامترهای مناسب
چیدمان (Nesting)
سازگاری هندسی
نرمافزار مدل کامپیوتری را برای هرگونه خطای هندسی که بهویژه میتواند بر فرآیند تولید تأثیر بگذارد، بررسی میکند.
ایجاد مسیرهای ابزار
نرمافزار تولید مسیرهای ابزار بهینه را طراحی میکند. طراحی مسیر ابزار به مسیرهایی اشاره دارد که ابزار ماشین در طول فرآیند تولید دنبال خواهد کرد.
انتخاب پارامترهای مناسب
نرمافزار ماشینکاری سپس پارامترهای مناسب برای فرآیند تولید را با توجه به نیازهای ماشینکاری انتخاب میکند. پارامترهایی مانند سرعت برش، عمق برش، خوراک، ولتاژ، جریان خنککننده بهگونهای انتخاب میشوند که تعادل مناسبی بین سرعت ماشینکاری و کیفیت سطح به دست آید.
چیدمان (Nesting)
نرمافزار تولید به کمک رایانه سپس بهترین چیدمان برای قطعه کار را پیدا میکند تا ماشینکاری را در کمترین زمان ممکن انجام دهد و در عین حال کارایی تنظیمات را برای استفاده از مواد حفظ کند.
راهاندازی و تولید
این مرحله بر راهاندازی دستگاه CNC تمرکز دارد. راهاندازی و عملکرد یک دستگاه CNC شامل اقدامات زیادی است که باید به ترتیب خاصی انجام شوند. ماشینکاران باید وظایفی مانند پیشراهاندازی، بارگذاری ابزار، بارگذاری برنامه CNC، اجرای خشک و اجرای برنامه را انجام دهند.
پس از اتمام این مرحله، محصول نهایی آماده برای بازرسی در دسترس است.
کنترل کیفیت
مرحله بعدی کنترل کیفیت است. محصول نهایی باید از آزمونهای کیفی عبور کند قبل از اینکه به ایستگاه بعدی در خط مونتاژ برسد. مراحل بعد از کنترل کیفیت شامل مونتاژ قطعات و اعمال روکشها قبل از ارسال به مشتری یا مصرفکننده است.
ابزارهای محبوب CAD/CAM
تعداد زیادی ابزار برای طراحی و تولید در بازار موجود است. برخی از آنها فقط CAD ارائه میدهند، برخی فقط CAM، در حالی که برخی از نرمافزارها هر دو را ترکیب میکنند. فهرستی از ابزارهای محبوب تولید به کمک رایانه به شرح زیر است:
سلام به همراهان عزیز،من امیر تذکاری هستم مدیر و موسس صنعتیکس، میخوام در این مقاله دربارهی اینکه چگونه سیستم واحد مناسب را در SOLIDWORKS انتخاب کنیم صحبت کنم.
مقدمه
وقتی به اندازهای که همه ما در SOLIDWORKS وقت میگذرانیم، شما هم زمان صرف میکنید، میدانید که دقت چقدر مهم است. در این اکوسیستم، هر بعدی اهمیت دارد و انتخاب سیستم واحد صحیح در SOLIDWORKS بسیار حیاتی است.
انتخاب آگاهانه سیستم واحد در ابتدای کار، دقت را تضمین میکند، همکاری را تسهیل میکند، به استانداردهای صنعتی پایبند است و طراحیها را برای تولید بهینه میسازد.
در این مقاله، به بررسی ملاحظات عملی برای انتخاب سیستم واحد مناسب در SOLIDWORKS میپردازیم تا شما را قادر سازیم تصمیمات آگاهانهای بگیرید که فرآیند طراحی شما را بهبود میبخشد.
ملاحظات برای انتخاب سیستم واحد مناسب
استانداردهای صنعتی: استانداردهای صنعتی در بخشهای مختلف متفاوت است. به عنوان مثال، واحدهای متریک در صنایع خودروسازی و هوافضا رایج هستند، در حالی که واحدهای امپریال در صنعت ساخت و ساز و نجاری بیشتر استفاده میشوند.
همکاری: هماهنگی با همکاران بسیار مهم است تا از بروز خطاها و سردرگمیها در حین تبادل طراحی جلوگیری شود. توافق بر سر یک سیستم واحد استاندارد، ارتباط و کارایی جریان کاری را بهبود میبخشد.
مشخصات مواد: مواد معمولاً استانداردهای اندازهگیری خاصی دارند. انتخاب یک سیستم واحد که با این استانداردها همسو باشد، نمایشها و شبیهسازیهای دقیق از اجزا و مونتاژها را تضمین میکند.
فرآیندهای تولید: فرآیندهای مختلف تولید ممکن است سیستمهای واحد خاصی را ترجیح دهند. هماهنگی مشخصات طراحی با نیازهای تولید، فرآیندهای تولید و مونتاژ را برای افزایش کارایی و دقت تسهیل میکند.
سیستمهای واحد موجود در SOLIDWORKS
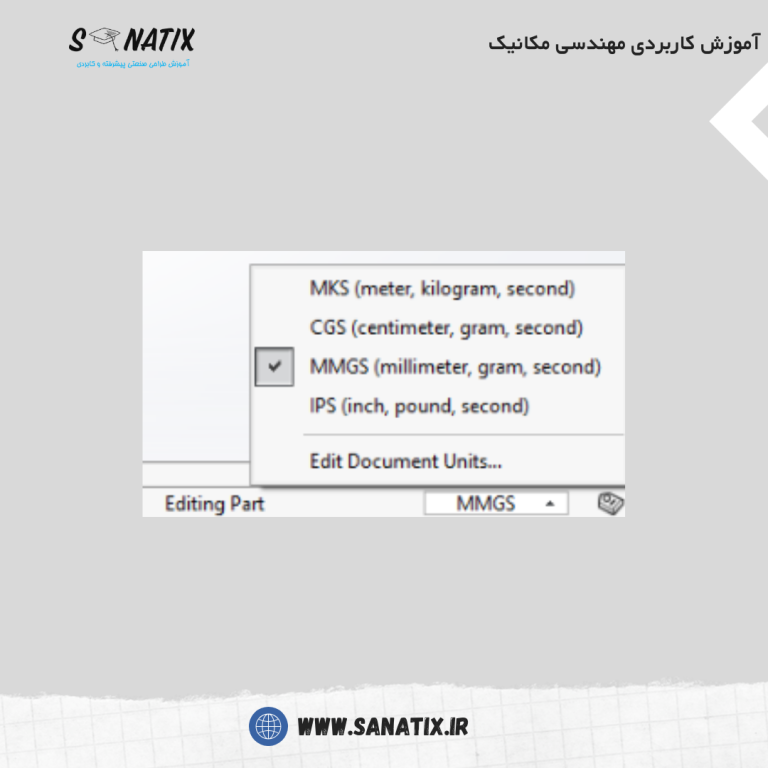
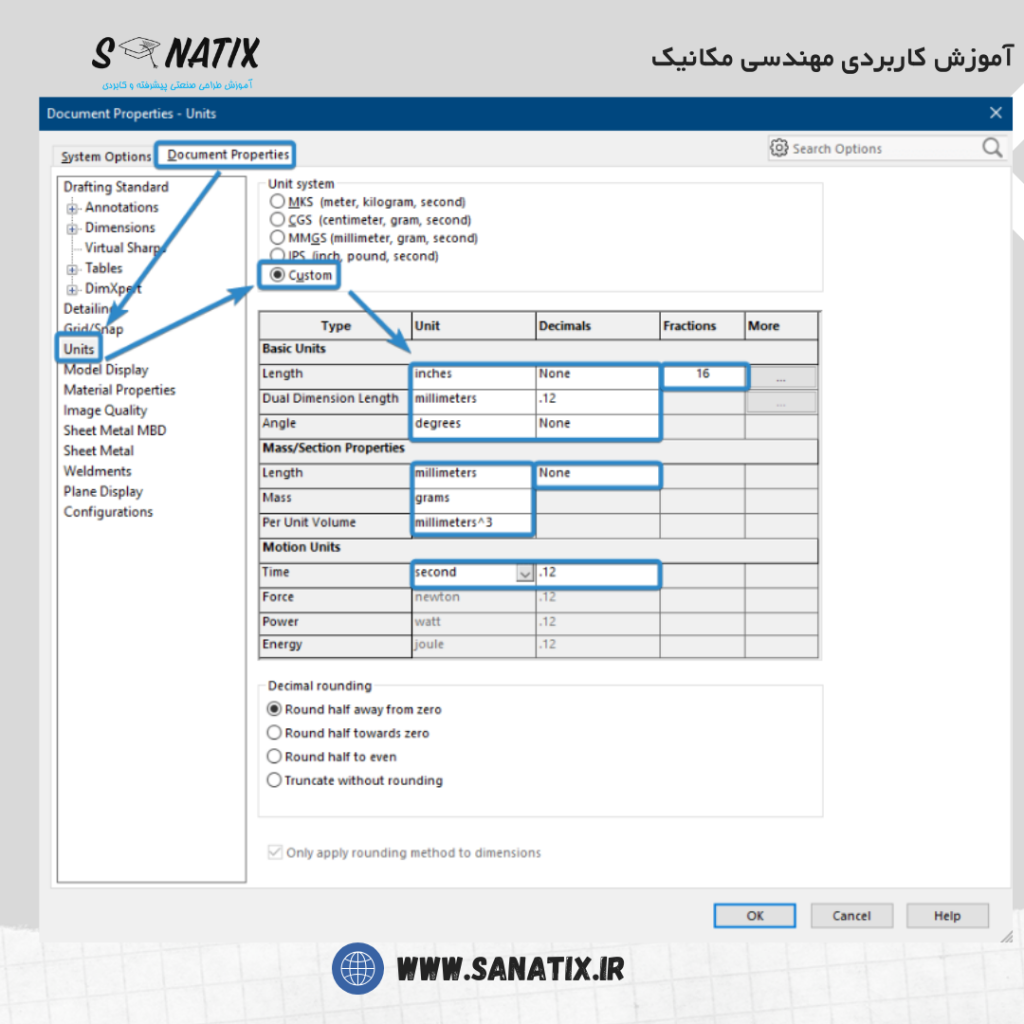
SOLIDWORKS به کاربران انعطافپذیری میدهد تا از بین چند گزینه استاندارد سیستم واحد و همچنین گزینههای “سفارشی” که در آن میتوانید واحدهای خود را ترکیب کنید، انتخاب کنند. در تصویر زیر، میتوانید این پنج گزینه مختلف را مشاهده کنید: MKS، CGS، MMGS، IPS و سفارشی. این تطبیقپذیری به نیازهای متنوع صنعتی و استانداردهای جهانی پاسخ میدهد.
هر یک از گزینههای سیستم واحد پیشفرض در SOLIDWORKS شامل مواردی است که میتوانید آنها را تغییر دهید و مواردی که نمیتوانید. در اینجا مثالی از آنچه در سیستم واحد MKS میتوانید و نمیتوانید تغییر دهید، آورده شده است:
مثال از آنچه که میتوان و نمیتوان در سیستم واحد MKS تغییر داد: به طور کلی، گزینههایی که میتوانید تغییر دهید، در هر یک از دیگر سیستمهای واحد نیز مشابه خواهند بود.
برخی از اصلیترین مواردی که باید در نظر داشته باشید تغییر دهید عبارتند از:
ابعاد دوگانه طول:
این گزینه به شما اجازه میدهد تا یک واحد اندازهگیری دوم از انتخاب خود را نمایش دهید.
زاویه:
شما میتوانید بین نمایش زاویهها به صورت درجه یا رادیان فقط جابجا شوید.
اعشار:
این منوهای کشویی به شما اجازه میدهد نتایج را بین 2 تا 8 رقم اعشار نمایش دهید. همچنین میتوانید با انتخاب “None” از منوی کشویی، نمایش اعشار را به طور کامل غیرفعال کنید.
کسرها:
اگر به IPS سوئیچ کنید، همچنین میتوانید واحدهای نمایش را به صورت کسر تنظیم کنید. شما میتوانید یک عدد صحیح برای مخرج بین 2 تا 256 انتخاب کنید. این گزینه تنها برای اینچ، میلی، میکرو اینچ یا فوت و اینچ در دسترس است.
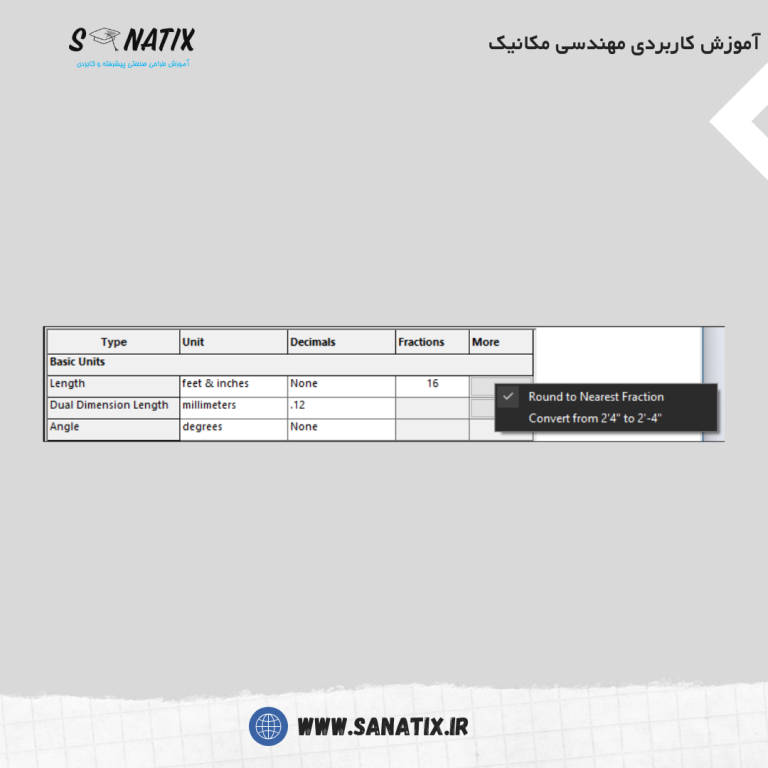
بیشتر:
دو گزینه در ستون “بیشتر” در دسترس شماست:
گرد کردن به نزدیکترین کسر: این گزینه زمانی ظاهر میشود که دقت کسری را اعمال کنید.
تبدیل از 2’4” به 2’-4”: این گزینه زمانی ظاهر میشود که ابعاد را به صورت همزمان در فوت و اینچ نمایش میدهید.
این پنج ستون به شما کمک میکنند تا ابعاد مناسب را برای سه دسته مختلف اندازهگیری تنظیم کنید.
دستههایی که میتوانید واحدهای آنها را تغییر دهید:
واحدهای پایه: واحدهای ابعاد در سطح سند مانند طول، طول ابعاد دوگانه و زاویه را نمایش میدهد.
خواص جرم/مقطع: طول، جرم و چگالی سند شما را نمایش میدهد. این ویژگیها در پنجره Mass Properties یا Section Properties قابل مشاهده هستند.
واحدهای حرکتی: واحدهای سند در سطح زمان، نیرو، توان و انرژی را برای نتایج مطالعه حرکت و ویژگیها نمایش میدهد.
در حالی که SOLIDWORKS امکان جابجایی بدون مشکل بین سیستمهای واحد را فراهم میکند، انتخاب مناسب از ابتدا بسیار مهم است. با درک سیستمهای واحد موجود در SOLIDWORKS، کاربران میتوانند یک پایه محکم برای جریانهای کاری طراحی دقیق و کارآمد ایجاد کنند.
گامهای انتخاب سیستم واحد مناسب در SOLIDWORKS هنگام شروع یک پروژه جدید
هنگامی که یک پروژه جدید را شروع میکنید، میتوانید سیستم واحد مورد نظر خود را انتخاب کنید. برخی از شرکتها یا افراد تصمیم میگیرند که قالبهای واحد خاصی ایجاد کنند که کاربرانشان بتوانند از آنها استفاده کنند. اگر این مورد شما نیست، این مراحل را دنبال کنید تا پروژهتان را به درستی شروع کنید:
1. مرحله 1: انتخاب ‘New’.
2. مرحله 2: انتخاب ‘Part’ برای شروع یک قطعه جدید.
3. مرحله 3: به پایین سمت راست پنجره قطعه جدید بروید تا ببینید که قطعه جدید در کدام سیستم واحد ایجاد شده است.
4. مرحله 4: سیستم واحد مورد نظر خود را انتخاب کنید.
5. مرحله 5: ذخیره کنید.
به یاد داشته باشید که این تغییر تنها برای این سند است. اگر یک قطعه جدید با استفاده از همان قالب شروع کنید، باید دوباره این تغییر را اعمال کنید. بهتر است اگر قصد دارید این سیستم واحد را بارها و بارها استفاده کنید، یک قالب برای آن ایجاد کنید.
بررسی طرحهای موجود
گاهی اوقات شما در حال مدلسازی یک قطعه برای پروژهای هستید که قبلاً سیستم واحد مشخصی دارد. مهم است که سیستم واحد استفاده شده در پروژه موجود را بررسی کنید تا هماهنگی حفظ شود.
مرحله 1: باز کردن یک کامپوننت از پروژه بررسیشده.
مرحله 2: به پایین سمت راست پنجره کامپوننت بازشده بروید تا ببینید که کامپوننت در کدام سیستم واحد طراحی شده است.
مرحله 3: یک کامپوننت جدید برای خودتان شروع کنید.
مرحله 4: اطمینان حاصل کنید که همان سیستم واحد در کامپوننت جدید انتخاب شده است.
اگر به یک وضعیت برخورد کردید که کامپوننت بررسیشده بهعنوان ‘Custom’ فهرست شده باشد، به سادگی با انتخاب ‘Custom’ و ادامه کار حل نمیشود. در این صورت، باید چند مرحله اضافی را طی کنید تا اطمینان حاصل کنید که واحدهای شما با واحدهای کامپوننت بررسیشده مطابقت دارند.
سفارشیسازی سیستم واحد
آخرین گزینه، امکان سفارشیسازی کامل سیستم واحد شماست. شما میتوانید سیستم واحد خود را به گونهای تنظیم کنید که ترکیبی از واحدهای امپریال و متریک را نشان دهد و حتی میتوانید ابعاد را به صورت کسری دقیق نمایش دهید.
مرحله 1: به گوشه پایین سمت راست بروید، واحدها را انتخاب کنید و روی «Edit Document Units» کلیک کنید.
مرحله 2: «Custom» را انتخاب کنید. متوجه خواهید شد که بسیاری از سلولها در دیالوگ واحدها باز میشوند. هر یک از این جعبهها را میتوان برای نمایش واحدهای مناسب بر اساس کاربرد، تغییر داد.
توجه: همانطور که در بخش «بررسی طرحهای موجود» از مقاله مطرح شد، اینجا جایی است که میتوانید به بررسی کامپوننت مرور شده بپردازید. بهترین روش این است که سیستم واحد کامپوننت بررسی شده را کاملاً به کامپوننت جدید خود کپی کنید.
مرحله 3: تغییر دهید. هر یک از گزینههای موجود در سیستم واحد «Custom» را برای اعمال تغییرات لازم انتخاب کنید.
مرحله 4: تغییراتی که در واحدهای سند ایجاد کردهاید را با کلیک بر روی «OK» تأیید کنید.
سیستمهای واحد در SOLIDWORKS
انتخاب یک سیستم واحد مناسب در SOLIDWORKS بسیار مهم است. کاربران میتوانند با در نظر گرفتن استانداردهای صنعتی، نیاز به همکاری تیمی، الزامات مواد و فرآیندهای تولید، انتخابهای بهتری در طراحی انجام دهند. SOLIDWORKS به کاربران آزادی میدهد تا اطمینان حاصل کنند که واحدها با نیازهای پروژههایشان همخوانی دارد. این امر یک پایه محکم برای جریانهای کاری دقیق و کارآمد ایجاد میکند.
این پست وبلاگ صنعتیکس را با طرح این پرسش شروع میکنیم که چگونه میتوان مقیاس نقشههای خود رادر SOLIDWORKS و DraftSight با مقیاس 1:1 تنظیم کرد؟
مقدمه
ایجاد نقشهها بخشی کلیدی از فرآیند طراحی است. با استفاده از نقشههای SOLIDWORKS، مستندسازی طراحیهای خود به گونهای که بتوانید آنها را به دیگران منتقل کنید بسیار آسان است. اما گاهی اوقات هنگام ایجاد نقشهها، مقیاس پیشفرض نقشه ممکن است برای قصد شما مناسب نباشد.
این ممکن است در صورتی باشد که شما یک محصول یا طراحی دارید که در یک بعد بسیار بزرگ و در بعد دیگر بسیار کوچک است. یا اگر از حالتهای نمایشی استفاده میکنید تا فقط برخی از اجزای یک مجموعه بزرگتر را نشان دهید. مورد دیگر این است که اگر به یک مقیاس دقیق ۱:۱ نیاز دارید که بر روی یک تکه کاغذ فیزیکی چاپ شود. مقیاس واقعی ۱:۱ مهم است اگر بخواهید از نقشه چاپ شده به عنوان الگو برای برشهای دستی ورق فلزی یا لوله استفاده کنید یا اگر میخواهید نقشه شما با خروجیهای DXF/DWG مطابقت داشته باشد.
مبانی: تغییر مقیاس ورق نقشه
تغییر مقیاس ورق نقشه یک فرآیند ساده است. در هر سند نقشه، در پایین سمت راست رابط SOLIDWORKS، یک منوی انتخاب سریع برای مقیاس ورق وجود دارد. این منوی انتخاب سریع به شما چند گزینه استاندارد برای مقیاس ورق مانند ۱:۱، ۱:۲، ۴:۱ و غیره را ارائه میدهد. همچنین میتوانید در صورت لزوم مقادیر سفارشی وارد کنید. این روش به شما اجازه میدهد تا تنها با دو کلیک، مقیاس کل ورق را تغییر دهید.
شما همچنین میتوانید مقیاس ورق را از طریق قسمت ویژگیهای ورق تغییر دهید. برای دسترسی به این بخش، بر روی ورق نقشه خود راست کلیک کرده و “Properties” را انتخاب کنید.
مقیاس نمای نقشههای میتواند از طریق PropertyManager تغییر یابد. این موضوع شامل نمای نقشههای استاندارد، نمای جزئی، نمای برش یا تقریباً هر نوع نمای دیگری است. میتوانید به بخش “Scale” در PropertyManager بروید تا مقیاس مورد نیاز خود را انتخاب کنید. درست مانند مقیاس کلی ورق، میتوانید آن را به صورت دستی برای مقیاسهای سفارشی وارد کنید. همچنین میتوانید در صورت لزوم، آنها را به استفاده از مقیاس خود ورق بازگردانید .
برای نمایهای وابسته، مانند نمای جزئی یا نمای برش، شما همچنین گزینههایی دارید که می توانید مقیاس را به مقیاس نمای والد یا نمای اصلی مرتبط کنید.
مقیاس ورق ۱:۱ در مقابل مقیاس چاپ ۱:۱: مطابقت با DXF/DWG
گاهی اوقات مواردی وجود دارد که شما نیاز دارید نقشههای چاپ شده شما دقیقاً با قطعات فیزیکیتان به مقیاس ۱:۱ باشد. این میتواند برای ساخت سریع طرحهایی که بخشی از یک مجموعه بزرگتر هستند یا اگر به عنوان راهنما برای ساخت یا کار طراحی مفهومی نیاز دارید، مفید باشد. مقیاس چاپ ۱:۱ همچنین میتواند برای تأیید اولیه قطعات در حین تولید هنگام اعتبارسنجی تنظیمات ماشینکاری یا برنامههای CNC مفید باشد. همچنین زمانی که میخواهید نقشههای شما با فایل های DXF/DWG به مقیاس ۱:۱ مطابقت داشته باشد، مفید خواهد بود (در مورد آن بعداً بیشتر توضیح داده خواهد شد).
تنظیمات نقشه در SOLIDWORKS
تنظیم مقیاس ورق یا نمای شما به ۱:۱ در نقشه SOLIDWORKS شما همیشه تضمین نمیکند که نمای شما هنگام چاپ ۱:۱ باقی بماند. اولین قدم این است که نمای ورق یا نقشه مورد نظر خود را در SOLIDWORKS به ۱:۱ تنظیم کنید. همچنین باید اطمینان حاصل کنید که اندازه ورق شما در SOLIDWORKS با اندازه واقعی کاغذی که قرار است روی آن چاپ کنید مطابقت دارد. ممکن است هنوز هم بتوانید به مقیاس ۱:۱ چاپ کنید بدون اینکه اندازه ورق شما با اندازه کاغذ مطابقت داشته باشد، اما ممکن است منجر به برش غیرضروری قسمتهایی از نقشه شما شود.
تنظیمات چاپگر برای نقشهها در SOLIDWORKS
علاوه بر تنظیمات نقشه شما، باید تنظیمات چاپگر را نیز دوباره بررسی کنید. در گفتگوی “Page Setup” تنظیمات چاپ شما، سادهترین راه برای اطمینان از اینکه نقشه شما به مقیاس ۱:۱ چاپ میشود، این است که اطمینان حاصل کنید که “Scale:” بر روی ۱۰۰% تنظیم شده است. علاوه بر این، مطمئن شوید که “Size:” کاغذ شما به درستی با اندازه ورق مطابقت دارد. میتوانید دکمه “Preview” را در پایین گفتگو انتخاب کنید تا اطمینان حاصل کنید که همه چیز صحیح است و هیچ مقیاس یا برش غیرمنتظرهای نخواهید داشت.
باید بررسی کنید که حاشیههای کاغذ در گفتگوی “Print” بر روی ۰ (صفر) تنظیم شدهاند تا چاپگر شما به طور خودکار نقشه شما را هنگام چاپ با افزودن حاشیهها به چاپ فیزیکی مقیاس نکند.
با این تنظیمات، نقشهها اکنون باید به مقیاس ۱:۱ چاپ شوند! توجه داشته باشید که اگر نیاز به چاپ بسیار دقیقی دارید، یک دستگاه plotter یا چاپگر فنی احتمالاً بهترین گزینه شما خواهد بود (به ویژه اگر مدل بسیار بزرگی دارید!). با این حال، بیشتر چاپگرهای مدرن برای اکثر چاپهای ۱:۱ کاملاً مناسب هستند.
ملاحظات اضافی درباره چاپگر
ممکن است مواردی وجود داشته باشد که برخی از چاپگرها به طور دقیق تنظیمات فوق را رعایت نکنند. برخی از مدلهای چاپگر ممکن است نقشهها را به دلیل firmware و/یا درایورهای چاپگر به طور مصنوعی کوچک کنند. بنابراین، به طور کلی، باید تأیید کنید که چاپهای شما واقعاً به مقیاس ۱:۱ هستند هنگام چاپ اولین سند ۱:۱ خود. معمولاً این کار میتواند با چاپ یک نقشه ۱:۱ از یک مدل ساده و آسان برای اندازهگیری (بر روی چاپ فیزیکی) انجام شود. به این ترتیب میتوانید با استفاده از یک مجموعه کالیپرها سریعاً بررسی کنید که آیا چاپگر شما نتیجه مطلوب شما را ارائه میدهد یا خیر. در مواردی که اینگونه نیست، ممکن است نیاز باشد کمی تنظیمات اضافی بر روی مقیاسهای ورق یا نمای نقشه انجام دهید تا این موضوع را جبران کنید (به عنوان مثال، تنظیم مقیاس به ۱.۰۳:۱ برای جبران یک مقیاس تقریبی ۳% چاپ شده).
مقیاس ورق در فایل های DXF/DWG
مقیاس واقعی ۱:۱ همچنین برای DXF/DWG مفید است. این ممکن است برای استفاده در برنامهای دیگر یا به عنوان ورودی برای ماشینی مانند واترجت یا لیزر برش باشد. هنگام صادرات هندسه، مانند الگوی تخت یک قطعه فلزی، خروجی به طور خودکار ۱:۱ است. تنها کاری که باید انجام دهید این است که بر روی قطعه خود کلیک راست کرده، گزینه “Export DXF/DWG” را انتخاب کنید و سپس فایل را به صورت عادی صادر کنید.
در مورد تهیه نقشهها به فرمت DXF/DWG، فرآیند نیز ساده است، اما تنظیمات اضافی وجود دارد که باید در نظر گرفته شود. این به این دلیل است که یک نقشه واحد میتواند نمای زیادی با مقیاسهای مختلف داشته باشد. در تنظیمات “DXF/DWG” در بخش “Export” از گزینههای سیستم، تنظیمی به نام “Scale Output 1:1” وجود دارد که به کنترل این موضوع کمک میکند.
اگر این گزینه غیرفعال باشد، هر نمایی که به مقیاس ۱:۱ تنظیم نشده باشد، در DXF/DWG نسبت به مقیاس آن در SOLIDWORKS بزرگنمایی خواهد شد. بنابراین، به عنوان مثال، اگر شما یک نقشه با مقیاس ورق/نمای ۳:۱ داشته باشید، یک قطر ۱۰ میلیمتری هنگام صادرات به DXF/DWG به ۳۰ میلیمتر اندازهگیری خواهد شد. در این حالت، اگر میخواهید اطمینان حاصل کنید که صادرات DXF/DWG شما با مقیاس ۱:۱ است، باید مطمئن شوید که هر نمای نقشه قبل از صادرات به مقیاس ۱:۱ تنظیم شده است.
اگر “Scale Output 1:1” فعال باشد، میتوانید به SOLIDWORKS بگویید که یک مقیاس پایه در گزینههای صادرات DXF/DWG انتخاب کند تا همه نمای نقشهها بر اساس آن مقیاس شوند. به عنوان مثال، اگر شما یک نقشه با مقیاس ورق ۲:۱ و نمای نقشه با مقیاس ۳:۱ داشته باشید، انتخاب مقیاس ورق به عنوان مقیاس پایه باعث میشود که آن نمای خاص در صادرات DXF/DWG با مقیاس ۱.۵:۱ (۳:۲) خروجی داده شود.
مقیاس ورق با استفاده از DraftSight برای صادرات DXF/DWG
ما اگر نیاز به کنترل بیشتری برای فایل های DXF/DWG دارید، گزینه عالی استفاده از DraftSight است. در حالی که SOLIDWORKS ابزارهایی برای کار با فایلهای DXF/DWG دارد، DraftSight یک ابزار طراحی دو بعدی اختصاصی است. DXF/DWG ها اساس کار DraftSight هستند. سطح بالایی از کنترل بر روی مقیاس، ویرایش، ایجاد بلوکها، نقشهبرداری لایهها، ایجاد لیستها برای مقیاسهای پرکاربرد و غیره در هنگام استفاده از DraftSight در دسترس است.
اگر مدلسازی CAD دو بعدی بهتر با کاربرد شما مطابقت دارد یا اگر به ویرایشگر قدرتمند و اختصاصی DXF/DWG نیاز دارید که با SOLIDWORKS، PDM و مدیریت دادههای مبتنی بر ابر یکپارچه شده باشد، احتمالاً DraftSight گزینه مناسبی خواهد بود.
اطلاعات بیشتر درباره مقیاس ورق در SOLIDWORKS
راههای زیادی برای تنظیم و تغییر مقیاس ورقهای نقشه و نمای نقشههای فردی وجود دارد. SOLIDWORKS این امکان را فراهم میکند تا مقیاس دقیقی که برای جزئیات صحیح نقشهها نیاز دارید را بدست آورید، چه این شامل ایجاد چاپهای ۱:۱ باشد، چه به درستی مقیاسگذاری صادرات DXF/DWG ما یا صرفاً اصلاح نمای نقشهها برای ضبط صحیح طراحیهای شما. و اگر شما به طور مرتب با فایلها و صادرات DXF/DWG کار میکنید، DraftSight مجموعهای از ابزارهای اختصاصی برای انجام این کار را ارائه میدهد.
اگر به دنبال کسب دانش عمیقتر در مورد نقشههای SOLIDWORKS هستید، دوره نقشههای SOLIDWORKS ما را بررسی کنید. اگر سوالات بیشتری دارید، تردید نکنید که با ما تماس بگیرید! همانطور که همیشه گفتهایم، ما اینجا هستیم تا بخشی از راهحل چالشهای طراحی و مهندسی شما باشیم. با ما در Hawk Ridge Systems تماس بگیرید تا درباره اینکه چگونه مجموعه نرمافزارهای SOLIDWORKS میتواند به بهبود جریانهای کاری و خطوط تولید شما کمک کند صحبت کنید.





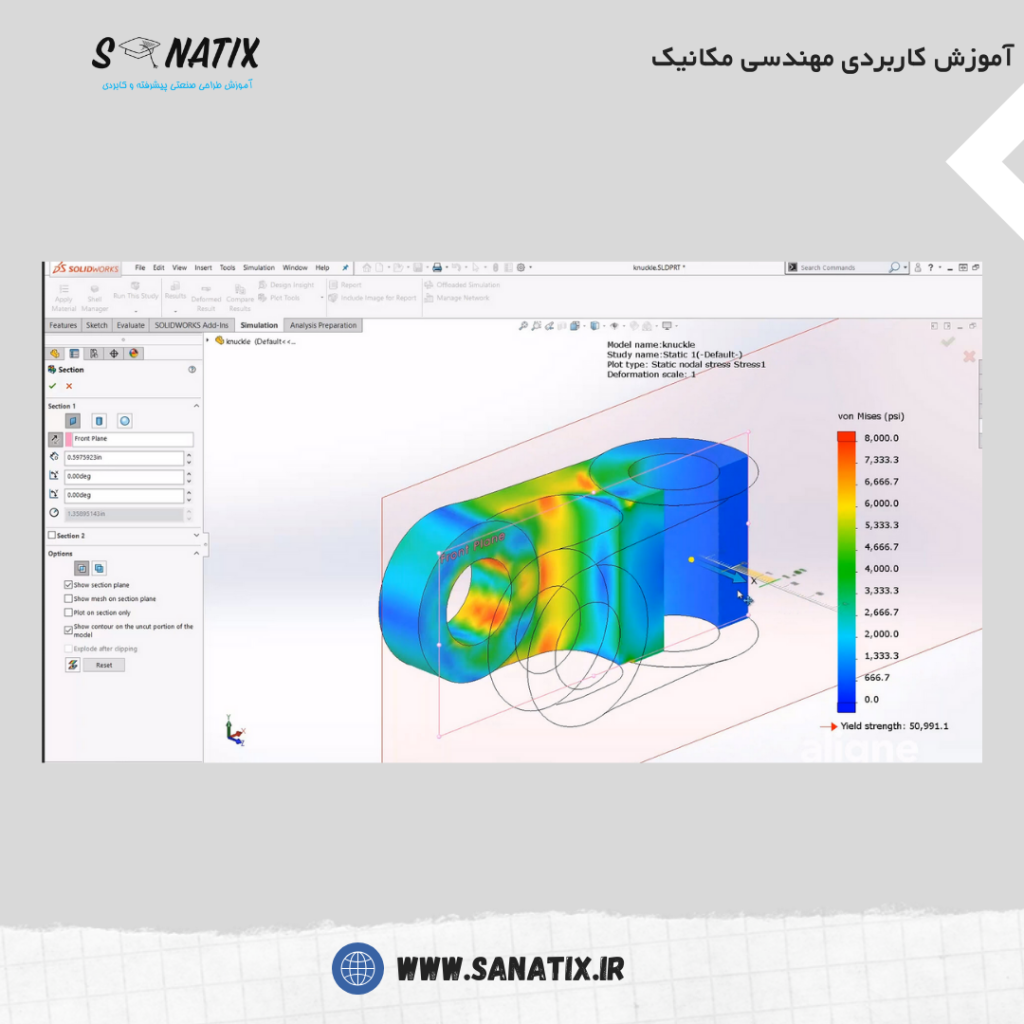








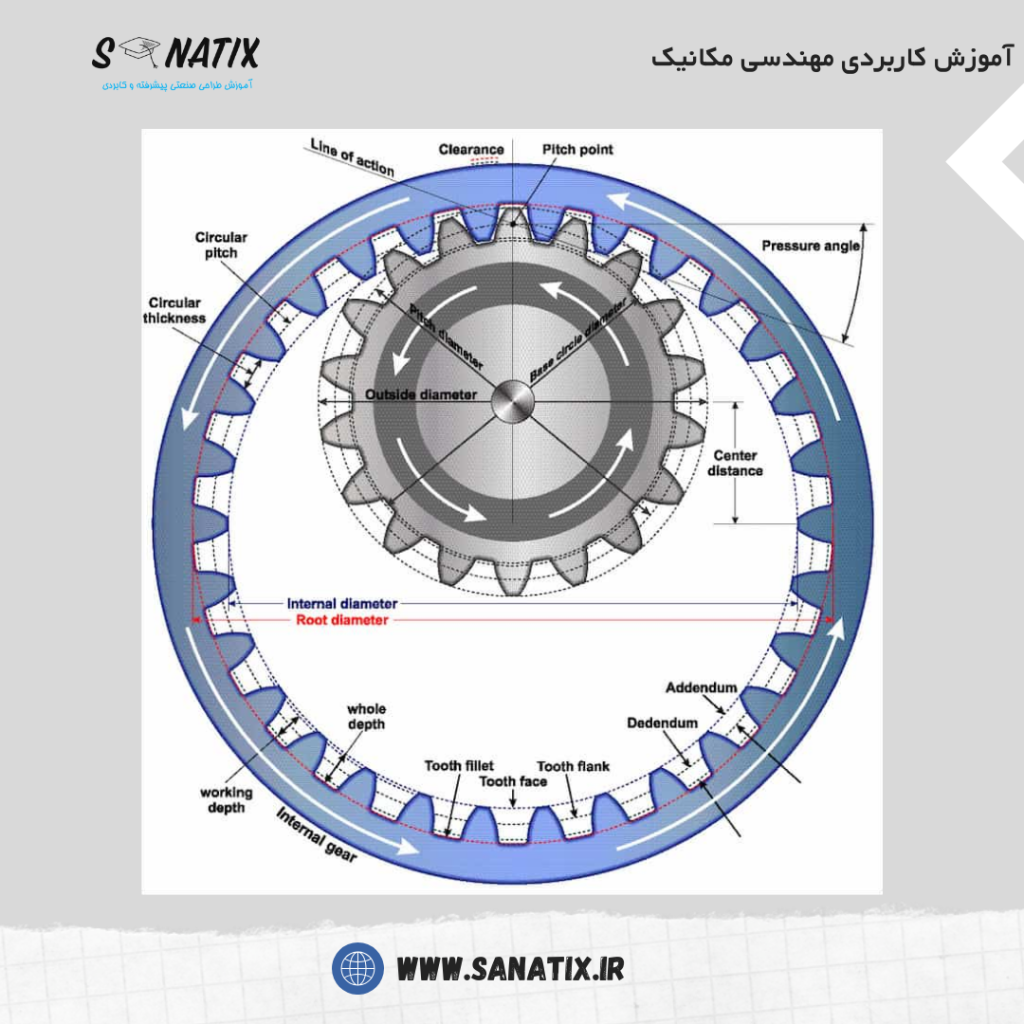 این طراحی کمک میکند تا نیروهای محوری روی هر مجموعه از دندانهها حذف شوند. به همین دلیل، زاویههای بزرگتر امکانپذیر است زیرا خطر خرابی کمتر است.این چرخدنده معمولاً از پیکربندی محورهای متقاطع استفاده میکند که در آن دو شافت به صورت عمود بر هم قرار دارند. قدرت از چرخدنده هرینگبون به یک چرخدنده مارپیچ دوگانه منتقل میشود.
این طراحی کمک میکند تا نیروهای محوری روی هر مجموعه از دندانهها حذف شوند. به همین دلیل، زاویههای بزرگتر امکانپذیر است زیرا خطر خرابی کمتر است.این چرخدنده معمولاً از پیکربندی محورهای متقاطع استفاده میکند که در آن دو شافت به صورت عمود بر هم قرار دارند. قدرت از چرخدنده هرینگبون به یک چرخدنده مارپیچ دوگانه منتقل میشود. چرخدنده هرینگبون هیچ گونه نیروی محوری تولید نمیکند و عملکردی بیصدا، روان و مؤثر را در تمامی سرعتها و بارها تضمین میکند.
چرخدنده هرینگبون هیچ گونه نیروی محوری تولید نمیکند و عملکردی بیصدا، روان و مؤثر را در تمامی سرعتها و بارها تضمین میکند.